|
аЮУцЛљДЁЩЯЦЋвЦЗХДѓ0.1mmЁЃ 02зъПзЁЂЯГУцЙЄзА
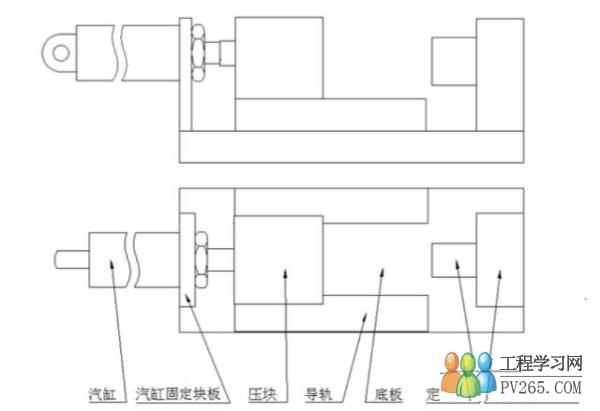
ЩшМЦвЊЕуЃК 1ЁЂШчгаБивЊЃЌПЩдкЙЬЖЈаОМАЦфЙЬЖЈАхЩЯЩшМЦвЛаЉИЈжњЖЈЮЛзАжУЃЛ 2ЁЂЩЯЭМЮЊНсЙЙМђЭМЃЌЪЕМЪЧщПіашИљОнВњЦЗНсЙЙзіЯргІЩшМЦЃЛ 3ЁЂЦћИзИљОнВњЦЗДѓаЁКЭМгЙЄЪБЪмСІЧщПіЖјЖЈЃЌГЃгУSDA50X50ЃЛ 03Ъ§ПиЁЂвЧБэМаЭЗ AЪ§ПиМаЭЗ ФкЪјМаЭЗ
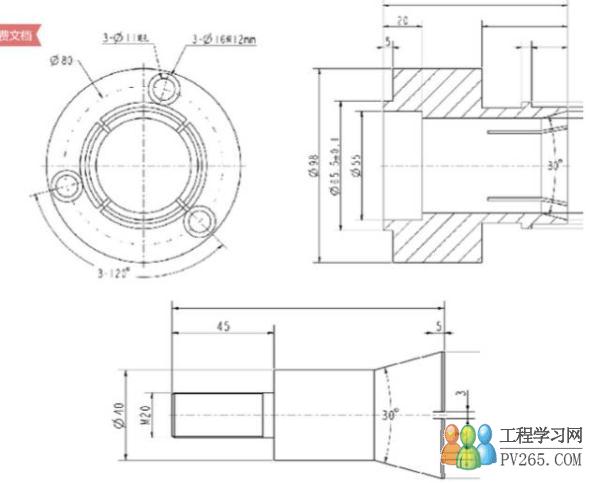
ЩшМЦвЊЕуЃК 1ЁЂЩЯЭМЮДБъЪЖГпДчвРОнЪЕМЪВњЦЗЕФФкПзГпДчНсЙЙЖјЖЈЃЛ 2ЁЂгыВњЦЗФкПзЖЈЮЛНгДЅЕФЭтдВдкжЦзїЪБашСєЕЅБп0.5mmЕФгрСПЃЌзюКѓзАЕНЪ§ПиЛњДВЩЯдкОЋГЕЕНГпДчЃЌЗРжЙДуЛ№Й§ГЬЕМжТЕФБфаЮКЭЦЋаФЃЛ 3ЁЂзАХфВПЗжЕФВФСЯЭЦМіЪЙгУЕЏЛЩИжЃЌРИЫВПЗж45#ЃЛ 4ЁЂРИЫВПЗжЕФТнЮЦM20ЮЊГЃгУТнЮЦЃЌПЩИљОнЪЕМЪЧщПіЕїећИУТнЮЦ вЧБэФкЪјМаЭЗ
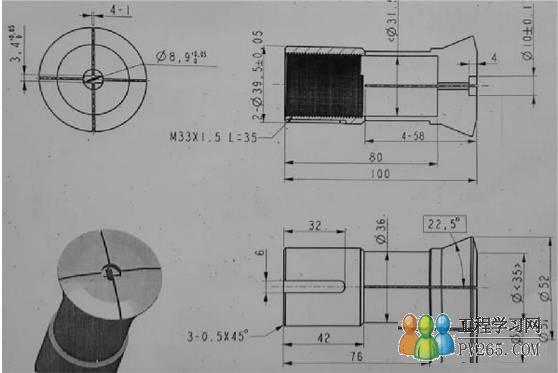
ЩшМЦвЊЕуЃК 1ЁЂЩЯЭМЮЊВЮПМЭМЪОЃЌзАХфГпДчКЭНсЙЙвРОнЪЕМЪВњЦЗЕФЭтаЮГпДчНсЙЙЖјЖЈЃЛ 2ЁЂВФСЯЪЙгУ45#ЃЌДуЛ№ДІРэЁЃ вЧБэЭтЪјМаЭЗ
ЩшМЦвЊЕуЃК 1ЁЂЩЯЭМЮЊВЮПМЭМЪОЃЌЪЕМЪГпДчвРОнВњЦЗЕФФкПзГпДчНсЙЙЖјЖЈЃЛ 2ЁЂгыВњЦЗФкПзЖЈЮЛНгДЅЕФЭтдВдкжЦзїЪБашСєЕЅБп0.5mmЕФгрСПЃЌзюКѓзАЕНвЧБэГЕДВЩЯдкОЋГЕЕНГпДчЃЌЗРжЙДуЛ№Й§ГЬЕМжТЕФБфаЮКЭЦЋаФЃЛ 3ЁЂВФСЯЪЙгУ45#ЃЌДуЛ№ДІРэЁЃ 04ЪдЦјЙЄзА
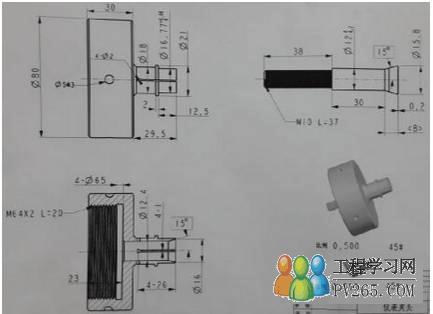
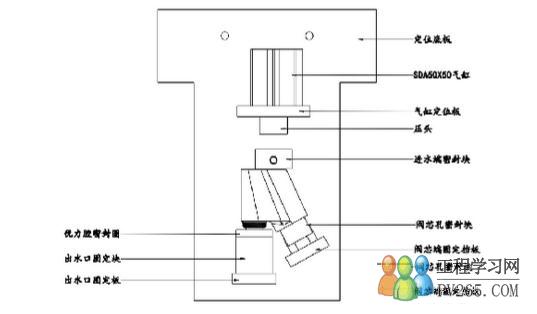
ЩшМЦвЊЕуЃК 1ЁЂЩЯЭМЪЧЪдЦјЙЄзАЕФВЮПМЭМЃЌОпЬхНсЙЙашвРОнВњЦЗЕФЪЕМЪНсЙЙРДЩшМЦЃЌЫМТЗОЭЪЧгУОЁПЩФмМђЕЅЕФЗНЪНУмЗтВњЦЗЃЌШУашМьВтУмЗтЕФВПЗжГфТњЦјЬхРДШЗШЯЦфУмЗтадЃЛ 2ЁЂЦћИзЕФДѓаЁПЩИљОнВњЦЗЕФЪЕМЪДѓаЁРДЕїећЃЌЭЌЪБвВашПМТЧЦћИзЕФааГЬЪЧЗёФмТњзуШЁЗХВњЦЗЕФБуНнЃЛ 3ЁЂгыВњЦЗНгДЅЕФУмЗтУцвЛАуВЩгУгХСІНКЃЌNBRНКШІжЎРрОпгаСМКУбЙЫѕСПЕФВФСЯЃЌЭЌЪБзЂвтШчгагыВњЦЗЭтЙлУцНгДЅЕФЖЈЮЛПщОЁСПЪЙгУАзНКРрЕФЫмСЯПщВЂЧвдкЪЙгУ 2/3 ЪзвГЩЯвЛвГ123ЯТвЛвГЮВвГ |