|
ПВГжХвЖЄОДХВЈ¬ЦчТЄХл¶ФДі·§МеІїјюєёЅУјРѕЯґжФЪµДєёЅУАН¶ЇЗї¶ИґуЈ¬єёЅУЦКБїІ»ОИ¶ЁµИОКМвЈ¬НЁ№э·ЦОцФУРјРѕЯµДМШµгЈ¬ёДЅшЙијЖБЛРВµДєёЅУјРѕЯЈ¬ЅвѕцБЛЙъІъЦРµДОКМвЎЈ ґжФЪµДОКМвЈє Нј1ОЄДі·§МеІїјюЈ¬ЗТEЎўCЅУ№ЬПтБЅІаНдХЫ15ЎгЎЈ№«ЛѕФУР№¤ТХКЗІЙУГЦ±ПЯКЅєё»ъЈ¬·ЦБЅµА№¤РтєёЅУЈ¬ КЧПИКЗESCЅУ№ЬУл·§МеєёЅУЈ¬ФЩКЗDЅУ№ЬУл·§МеєёЅУЎЈ
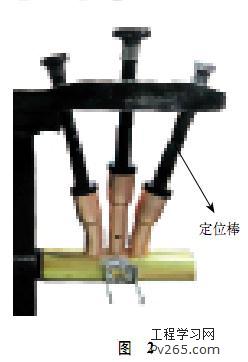
Нј2ОЄµЪТ»µАєёЅУјРѕЯЈ¬ІъЖ·µД°ІЧ°УлР¶ПВЈ¬ ¶јРиУГЛ«КЦН¬К±°ОИЎєНФЩІеИлИэёщЅУ№ЬµД¶ЁО»°фЈ¬ФЪ°О¶ЇЅУ№Ь¶ЁО»°фµДН¬К±Ј¬ФЩ°І·ЕЎўДГИЎІъЖ·Ј¬АН¶ЇЗї¶ИєЬґуЈ¬Ф±№¤НщНщКЦГ¦ЅЕВТЈ»¶шЗТБЅµАєёЅУЦКБїІ»ОИ¶ЁЈ¬єуёДУГФІЕМЧЄМЁКЅєё»ъЅ«ESCЅУ№ЬЎўDЅУ№ЬєПІўОЄТ»µА№¤РтЈ¬Н¬К±НкіЙ»рСжЗҐєёЎЈ
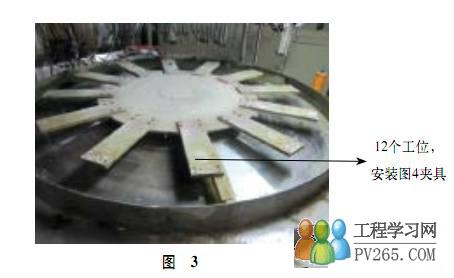
Ѕвѕц·Ѕ°ёЈє ФІЕМЧЄМЁКЅєё»ъ№ІУР12ёц№¤О»Ј¬їЙ°ІЧ°24МЧјРѕЯЈ¬ИзНј3ЛщКѕЎЈ
ёДЅшєуµДјРѕЯИзНј4ЛщКѕЈ¬Ц»ТЄµҐКЦЧҐИЎјРѕЯКЦ±ъѕНДЬПаУ¦ІЩЧЭЈ¬їЙТФМЪіцТ»КЦЧ°Р¶ІъЖ·Ј»Н¬К±Гїёц№¤О»ЕдЦГЧуУТБЅМЧјРѕЯЈ¬І»µ«єёЅУР§ВК±ИТФЗ°ґу·щ¶ИМбЙэЈ¬¶шЗТ 1/2 12ПВТ»ТіОІТі |