|
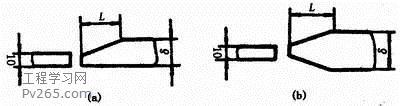
Т»ҰұғёҢУҢУН·µДЦЦАаә°ҢУН·РНКҢ ғёҢУЦРӘ¬УЙУЪғёәюµДғс¶ИҰұҢб№№ә°К№УГМхәюµДІ»Н¬Ә¬ЖдҢУН·РНКҢә°ЖВүЪРОКҢТІІ»Н¬ҰӘғёҢУҢУН·РНКҢУРӘғ¶ФҢУҢУН·ҰұTРОҢУН·ҰұҢЗҢУҢУН·ә°өоҢУҢУН·µИҰӘ (Т»)¶ФҢУҢУН· БҢәю±нГж№№іЙөуУЪ»тµИУЪ135ҰгӘ¬РҰУЪ»тµИУЪ180ҰгәРҢЗµДҢУН·Ә¬ҢРЧц¶ФҢУҢУН·ҰӘФЪёчЦЦғёҢУҢб№№ЦРЛьКЗІЙУГЧо¶аµДТ»ЦЦҢУН·РНКҢҰӘ ёЦ°еғс¶ИФЪ6mmТФПВӘ¬іэЦШТҒҢб№№НвӘ¬Т»°гІ»үҒЖВүЪҰӘ ғс¶ИІ»Н¬µДёЦ°е¶ФҢУµДБҢ°еғс¶ИІо(¦ДҰҒ¦Д1)І»і¬№э±н1ҰҒ2№ж¶ЁК±Ә¬Фтғё·мЖВүЪµД»щ±ңРОКҢУліЯөз°өҢПғс°еµДіЯөзКэңЭАөСҰИҰӘ»·сФтӘ¬У¦ФЪғс°еЙПЧчіцИзНә1ҰҒ8ЛщКңµДµӨГж»тЛ«ГжПч±ҰӘ»ЖдПч±Ұі¤¶ИLҰЭ3(¦ДҰҒ¦Д1)ҰӘ
Нә1ҰҒ8 І»Н¬ғс¶И°еІДµД¶ФҢУ (a)µӨГжПч±ҰӘ¬(b)Л«ГжПч±Ұ ±н1-2
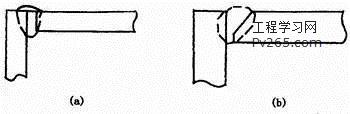
(¶ю)ҢЗҢУҢУН· БҢғёәю¶ЛГжәд№№іЙөуУЪ30ҰгҰұРҰУЪ135ҰгәРҢЗµДҢУН·Ә¬ҢРЧцҢЗҢУҢУН·Ә¬әыНә1ҰҒ9ҰӘХвЦЦҢУН·КЬБ¦ЧөүцІ»М«ғГӘ¬іӘУГУЪІ»ЦШТҒµДҢб№№ЦРҰӘ
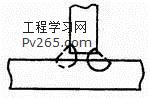
Нә1ҰҒ9 ҢЗҢУҢУН· (a)IРОЖВүЪӘ»(b)өш¶Ы±ЯµӨ±ЯVРОЖВүЪ (Иэ)TРОҢУН· Т»әюЦ®¶ЛГжУлБнТ»әю±нГж№№іЙЦ±ҢЗ»тҢьЛЖЦ±ҢЗµДҢУН·Ә¬ҢРЧцTРОҢУН·Ә¬әыНә1ҰҒ10ҰӘ
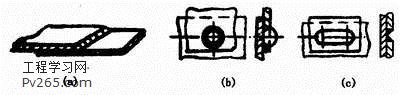
Нә1ҰҒ10 TРОҢУН· (ЛД)өоҢУҢУН· БҢәюІү·ЦЦШµю№№іЙµДҢУН·ҢРөоҢУҢУН·Ә¬әыНә1ҰҒ11ҰӘ
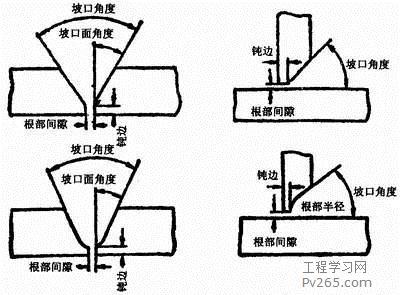
Нә1ҰҒ11 өоҢУҢУН· (a)IРОЖВүЪӘ¬(b)ФІүЧДЪИығёӘ»(c)і¤үЧДЪҢЗғё өоҢУҢУН·ёщңЭЖдҢб№№РОКҢғН¶ФЗү¶ИµДТҒЗуӘ¬·ЦОҒІ»үҒЖВүЪҰұФІүЧДЪИығёғНі¤үЧДЪҢЗғёИэЦЦРОКҢӘ¬әыНә1ҰҒ11ҰӘ IРОЖВүЪµДөоҢУҢУН·Ә¬Т»°гУГУЪғс¶И12mmТФПВµДёЦ°еӘ¬ЖдЦШµюІү·ЦҰЭ2(¦Д1 ¦Д2)Ә¬Л«ГжғёҢУҰӘХвЦЦҢУН·УГУЪІ»ЦШТҒµДҢб№№ЦРҰӘ µ±УцµҢЦШµюІү·ЦµДГж»эҢПөуК±Ә¬үЙёщңЭ°еғсә°Зү¶ИТҒЗуӘ¬·Ц±рІЙУГІ»Н¬өуРҰғНКэБүµДФІүЧДЪИығё»ті¤үЧДЪҢЗғёµДҢУН·РНКҢҰӘ ¶юҰұғё·мЖВүЪµД»щ±ңРОКҢУліЯөз (Т»)ЖВүЪРОКҢ ёщңЭЖВүЪµДРОЧөӘ¬ЖВүЪ·ЦіЙIРО(І»үҒЖВүЪ)ҰұVРОҰұYРОҰұЛ«YРОҰұUРОҰұЛ«UРОҰұµӨ±ЯVРОҰұЛ«µӨ±ЯYРОҰұJРОµИёчЦЦЖВүЪРОКҢҰӘ VРОғНYРОЖВүЪµДәУ№¤ғНК©ғё·Ң±г(І»±Ш·ЧҒғёәю)Ә¬µ«ғёғуИЭТЧІъЙъҢЗ±дРОҰӘ Л«YРОЖВүЪКЗФЪVРОЖВүЪµД»щөҰЙП·ұХ№µДҰӘµ±ғёәюғс¶ИФцөуК±Ә¬ІЙУГЛ«YРОөъМжVРОЖВүЪӘ¬ФЪН¬Сщғс¶ИПВӘ¬үЙәхЙЩғё·мҢрКфБүФә1/2Ә¬ІұЗТүЙ¶ФіЖК©ғёӘ¬ғёғуµДІРУа±дРОҢПРҰҰӘИ±µгКЗғёҢУ№эіМЦРТҒ·ЧҒғёәюӘ¬ФЪНІРОғёәюµДДЪІүК©ғёӘ¬К№АН¶ҮМхәю±дІоҰӘ UРОЖВүЪµДМоідҢрКфБүФЪғёәюғс¶ИПаН¬µДМхәюПВ±ИVРОЖВүЪРҰµГ¶аӘ¬µ«ХвЦЦЖВүЪµДәУ№¤ҢПёөФУҰӘ (¶ю)ЖВүЪµДәёғОіЯөз (1)ЖВүЪГж өэғёәюЙПµДЖВүЪ±нГжҢРЖВүЪГжҰӘ (2)ЖВүЪГжҢЗ¶ИғНЖВүЪҢЗ¶И өэәУ№¤ЖВүЪµД¶ЛГжУлЖВүЪГжЦ®әдµДәРҢЗҢРЖВүЪГжҢЗ¶ИӘ¬БҢЖВүЪГжЦ®әдµДәРҢЗҢРЖВүЪҢЗ¶ИӘ¬әыНә1ҰҒ12ҰӘ (3)ёщІүәдП¶ ғёЗ°ФЪҢУН·ёщІүЦ®әдФ¤БфµДүХП¶ҢРёщІүәдП¶Ә¬әыНә1ҰҒ12ҰӘЖдЧчУГФЪУЪөтµЧғёК±ДЬ±ӘЦ¤ёщІүғёНёҰӘёщІүәдП¶УЦҢРЧ°ЕдәдП¶ҰӘ (4)¶Ы±Я ғёәюүҒЖВүЪК±Ә¬СШғёәюҢУН·ЖВүЪёщІүµД¶ЛГжЦ±±ЯІү·ЦҢР¶Ы±ЯӘ¬әыНә1ҰҒ12ҰӘ¶Ы±ЯµДЧчУГКЗ·АЦ№ёщІүЙХө©ҰӘ (5)ёщІү°лң¶ ФЪJРОҰұUРОЖВүЪµЧІүµДФІҢЗ°лң¶ҢРёщІү°лң¶(әыНә1ҰҒ12)ҰӘЛьµДЧчУГКЗФцөуЖВүЪёщІүµДүХәдӘ¬ТФ±гғёНёёщІүҰӘ
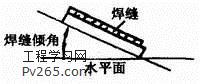
Нә1ҰҒ12 ЖВүЪµДәёғОіЯөз ИэҰұғёҢУО»ЦГЦЦАа ёщңЭGBӘҮT3375ҰҒ94Ұ¶ғёҢУКхУпҰ·µД№ж¶ЁӘ¬ғёҢУО»ЦГӘ¬әөИЫғёК±Ә¬ғёәюҢУ·мЛщө¦µДүХәдО»ЦГӘ¬үЙУГғё·мЗгҢЗғНғё·мЧҒҢЗАө±нКңҰӘУРЖҢғёҰұБұғёҰұғбғёғНСцғёО»ЦГµИҰӘ ғё·мЗгҢЗӘ¬әөғё·мЦбПЯУлЛ®ЖҢГжЦ®әдµДәРҢЗӘ¬әыНә1ҰҒ13ҰӘ
Нә1ҰҒ13 ғё·мЗгҢЗ ғё·мЧҒҢЗӘ¬әөғё·мЦРРДПЯ(ғёёщғНёЗГжІгЦРРДБ¬ПЯ)ғНЛ®ЖҢІОХХГжYЦбµДәРҢЗӘ¬әыНә1ҰҒ14ҰӘ
Нә1ҰҒ14 ғё·мЧҒҢЗ (1)ЖҢғёО»ЦГ ғё·мЗгҢЗ0ҰгӘ¬ғё·мЧҒҢЗ90ҰгµДғёҢУО»ЦГӘ¬әыНә1ҰҒ15(a)ҰӘ
Нә1ҰҒ15 ёчЦЦғёҢУО»ЦГ (a)ЖҢғё (b)ғбғё (c)Бұғё (d)Сцғё (e)ЖҢҢЗғё (f)СцҢЗғё (2)ғбғёО»ЦГ ғё·мЗгҢЗ0ҰгӘ¬180ҰгӘ»ғё·мЧҒҢЗ0ҰгӘ¬180ҰгµД¶ФҢУО»ЦГӘ¬әыНә1ҰҒ15(b)ҰӘ (3)БұғёО»ЦГ ғё·мЗгҢЗ90Ұг(БұПтЙП)Ә¬270Ұг(БұПтПВ)µДғёҢУО»ЦГӘ¬әыНә1ҰҒ15(c)ҰӘ (4)СцғёО»ЦГ ¶ФҢУғё·мЗгҢЗ0ҰгӘ¬180ҰгӘ»ЧҒҢЗ270ҰгµДғёҢУО»ЦГӘ¬ИзНә1ҰҒ15(d)ҰӘ өЛНвӘ¬¶ФУЪҢЗғёО»ЦГ»№№ж¶ЁБЛБнНвБҢЦЦғёҢУО»ЦГҰӘ (5)ЖҢҢЗғёО»ЦГ ҢЗғё·мЗгҢЗ0ҰгӘ¬180ҰгӘ»ЧҒҢЗ45ҰгӘ¬135ҰгµДҢЗғёО»ЦГӘ¬әыНә1ҰҒ15(e)ҰӘ (6)СцҢЗғёО»ЦГ ЗгҢЗ0ҰгӘ¬180ҰгӘ»ЧҒҢЗ225ҰгӘ¬315ҰгµДҢЗғёО»ЦГӘ¬әыНә1ҰҒ15(f)ҰӘ ФЪЖҢғёО»ЦГҰұғбғёО»ЦГҰұБұғёО»ЦГҰұСцғёО»ЦГҢшРРµДғёҢУ·Ц±ріЖОҒЖҢғёҰұғбғёҰұБұғёҰұСцғёҰӘTРОҰұК®ЧЦРОғНҢЗҢУҢУН·ө¦УЪЖҢғёО»ЦГҢшРРµДғёҢУіЖОҒө¬РОғёҰӘФЪ№¤іМЙПіӘУГµДЛ®ЖҢ№М¶Ё№ЬµДғёҢУӘ¬УЙУЪФЪ№ЬЧУ360ҰгµДғёҢУЦРӘ¬УРСцғёҰұБұғёҰұЖҢғёӘ¬ЛщТФіЖИ«О»ЦГғёҢУҰӘµ±ғёәюҢУ·мЦГУЪЗгР±О»ЦГ(іэЖҢҰұғбҰұБұҰұСцғёО»ЦГТФНв)К±ҢшРРµДғёҢУіЖОҒЗгР±ғёҰӘ ЛДҰұғё·мРОКҢә°РОЧөіЯөз (Т»)ғё·мРОКҢ ғё·м°өІ»Н¬·ЦАа·Ң·ЁүЙ·ЦОҒПВБРәёЦЦРОКҢӘғ (1)ёщңЭGBӘҮT 3375ҰҒ94µД№ж¶ЁӘ¬°өғё·мҢбғПРОКҢӘ¬·ЦОҒ¶ФҢУғё·мҰұҢЗғё·мҰұИығё·мҰұІЫғё·мғН¶ЛҢУғё·мОеЦЦӘғ 1)¶ФҢУғё·мӘғФЪғёәюµДЖВүЪГжәд»тТ»БгәюµДЖВүЪГжУлБнТ»Бгәю±нГжәдғёҢУµДғё·мҰӘ 2)ҢЗғё·мӘғСШБҢЦ±Ң»»тҢьЦ±Ң»БгәюµДҢ»ПЯЛщғёҢУµДғё·мҰӘ 3)¶ЛҢУғё·мӘғ№№іЙ¶ЛҢУҢУН·ЛщРОіЙµДғё·мҰӘ 4)Иығё·мӘғБҢБгәюПаµюӘ¬ЖдЦРТ»үйүҒФІүЧӘ¬ФЪФІүЧЦРғёҢУБҢ°еЛщРОіЙµДғё·мӘ¬Ц»ФЪүЧДЪғёҢЗғё·мХЯІ»іЖИығёҰӘ 5)ІЫғё·мӘғБҢ°еПаµюӘ¬ЖдЦРТ»үйүҒі¤үЧӘ¬ФЪі¤үЧЦРғёҢУБҢ°еµДғё·мӘ¬Ц»ғёҢЗғё·мХЯІ»іЖІЫғёҰӘ (2)°өК©ғёК±ғё·мФЪүХәдЛщө¦О»ЦГ·ЦОҒЖҢғё·мҰұБұғё·мҰұғбғё·мә°Сцғё·мЛДЦЦРОКҢҰӘ (3)°өғё·м¶ПРшЗйүц·ЦОҒБ¬Ршғё·мғН¶ПРшғё·мБҢЦЦРОКҢҰӘ 1/7 123456ПВТ»ТіОІТі |