|
ґрЈєёГКФСйµДПЯДЬБїОЄ1728JЈЇmmЎЈ (Т»)єёЅУµзБч µ±ЖдЛьМхјюІ»±дК±Ј¬ФцјУєёЅУµзБчЈ¬Фтєё·мєс¶ИєНУаёЯ¶јФцјУЈ¬¶шєё·мїн¶ИФтјёєх±ЈіЦІ»±д(»тВФУРФцјУ)Ј¬јыНј1ЎЄ29Ј¬ХвКЗВс»ЎЧФ¶ЇєёК±µДКµСйЅб№ыЎЈ·ЦОцХвР©ПЦПуµДФТтКЗЈє (1)єёЅУµзБчФцјУК±Ј¬µз»ЎµДИИБїФцјУЈ¬ТтґЛИЫіШМе»эєН»ЎїУЙо¶И¶јЛжµзБч¶шФцјУЈ¬ЛщТФАдИґПВАґєуЈ¬єё·мєс¶ИѕНФцјУЎЈ (2)єёЅУµзБчФцјУК±Ј¬єёЛїµДИЫ»ЇБїТІФцјУЈ¬ТтґЛєё·мµДУаёЯТІЛжЦ®ФцјУЎЈИз№ыІЙУГІ»МоЛїµДОЩј«лІ»ЎєёЈ¬ФтУаёЯѕНІ»»бФцјУЎЈ (3)єёЅУµзБчФцјУК±Ј¬Т»·ЅГжКЗµз»ЎЅШГжВФУРФцјУЈ¬µјЦВИЫїнФцјУЈ»БнТ»·ЅГжКЗµзБчФцјУґЩК№»ЎїУЙо¶ИФцјУЎЈУЙУЪµзС№Г»УРёД±дЈ¬ЛщТФ»Ўі¤ТІІ»±дЈ¬µјЦВµз»ЎЗ±ИлИЫіШЈ¬К№µз»Ў°Ъ¶Ї·¶О§ЛхРЎЈ¬ФтѕНґЩК№ИЫїнјхЙЩЎЈУЙУЪБЅХЯ№ІН¬µДЧчУГЈ¬ЛщТФКµјКЙПИЫїнјёєх±ЈіЦІ»±дЎЈ
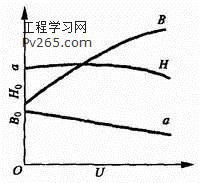
Нј1ЎЄ29 єёЅУµзБч¶Фєё·мРОЧґµДУ°Пм HЎЄєё·мєс¶И BЎЄєё·мїн¶И dЎЄУаёЯ IЎЄєёЅУµзБч (¶ю)µз»ЎµзС№ µ±ЖдЛьМхјюІ»±дК±Ј¬µз»ЎµзС№Фці¤Ј¬єё·мїн¶ИПФЦшФцјУ¶шєё·мєс¶ИєНУаёЯЅ«ВФУРјхЙЩЈ¬јыНј1ЎЄ30ЎЈХвКЗТтОЄµз»ЎµзС№ФцјУТвО¶ЧЕµз»ЎK¶ИµДФцјУЈ¬ТтґЛµз»Ў°Ъ¶Ї·¶О§А©ґу¶шµјЦВєё·мїн¶ИФцјУЎЈЖдґОЈ¬»Ўі¤ФцјУєуЈ¬µз»ЎµДИИБїЛрК§јУґуЈ¬ЛщТФУГАґИЫ»ЇДёІДєНєёЛїµДИИБїјхЙЩЈ¬ПаУ¦єё·мєс¶ИєНУаёЯѕНВФУРјхРЎЎЈ
Нј1ЎЄ30 µз»ЎµзС№¶Фєё·мРОЧґµДУ°Пм УЙґЛїЙјыЈ¬µзБчКЗѕц¶Ёєё·мєс¶ИµДЦчТЄТтЛШЈ¬¶шµзС№ФтКЗУ°Пмєё·мїн¶ИµДЦчТЄТтЛШЎЈТтґЛЈ¬ОЄµГµЅБјєГµДєё·мРОЧґЈ¬јґµГµЅ·ыєПТЄЗуµДєё·міЙРОПµКэЈ¬ХвБЅёцТтЛШКЗ»ҐПаЦЖФјµДЈ¬јґТ»¶ЁµДµзБчТЄЕдєПТ»¶ЁµДµзС№Ј¬І»У¦ёГЅ«Т»ёцІОКэФЪґу·¶О§ДЪИОТв±д¶ЇЎЈ (Иэ)єёЅУЛЩ¶И єёЅУЛЩ¶И¶Фєё·мєс¶ИєНєё·мїн¶ИУРГчПФµДУ°ПмЎЈµ±єёЅУЛЩ¶ИФцјУК±Ј¬єё·мєс¶ИєНєё·мїн¶И¶јґуОЄПВЅµЈ¬јыНј1ЎЄ31ЎЈХвКЗТтОЄєёЅУЛЩ¶ИФцјУК±Ј¬єё·мЦРµҐО»К±јдДЪКдИлµДИИБїјхЙЩБЛЎЈ
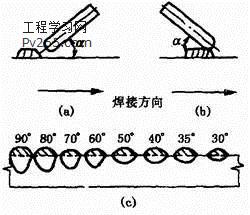
Нј1ЎЄ31 єёЅУЛЩ¶И¶Фєё·мРОЧґµДУ°Пм ґУєёЅУЙъІъВКїјВЗЈ¬єёЅУЛЩ¶ИУъїмУъєГЎЈµ«µ±єё·мєс¶ИТЄЗуТ»¶ЁК±Ј¬ОЄМбёЯєёЅУЛЩ¶ИЈ¬ѕНµГЅшТ»ІЅМбёЯєёЅУµзБчєНµз»ЎµзС№Ј¬ЛщТФЈ¬ХвИэёц№¤ТХІОКэУ¦ёГЧЫєПФЪТ»ЖрЅшРРСЎУГЎЈ (ЛД)ЖдЛь№¤ТХІОКэј°ТтЛШ¶Фєё·мРОЧґµДУ°Пм µз»ЎєёіэБЛЙПКцИэёцЦчТЄµД№¤ТХІОКэНвЈ¬ЖдЛьТ»Р©№¤ТХІОКэј°ТтЛШ¶Фєё·мРОЧґТІѕЯУРТ»¶ЁµДУ°ПмЎЈ (1)µзј«Ц±ѕ¶єНєёЛїНвЙмі¤ µ±ЖдЛьМхјюІ»±дК±Ј¬јхРЎµзј«(єёЛї)Ц±ѕ¶І»ЅцК№µз»ЎЅШГжјхРЎЈ¬¶шЗТ»№јхРЎБЛµз»ЎµД°Ъ¶Ї·¶О§Ј¬ЛщТФєё·мєс¶ИєНєё·мїн¶И¶јЅ«јхРЎЎЈ єёЛїНвЙмі¤КЗЦёґУєёЛїУлµјµзЧмµДЅУґҐµгµЅєёЛїД©¶ЛµДі¤¶ИЈ¬јґєёЛїЙПНЁµзІї·ЦµДі¤¶ИЎЈµ±µзБчФЪєёЛїµДНвЙмі¤ЙПНЁ№эК±Ј¬Ѕ«ІъЙъµзЧиИИЎЈТтґЛЈ¬µ±єёЛїНвЙмі¤ФцјУК±Ј¬µзЧиИИТІЅ«ФцјУЈ¬єёЛїИЫ»ЇјУїмЈ¬ТтґЛУаёЯФцјУЎЈєёЛїЦ±ѕ¶УъРЎ»тІДБПµзЧиВКУъґуК±Ј¬ХвЦЦУ°ПмУъГчПФЎЈКµјщЦ¤ГчЈ¬¶ФУЪЅб№№ёЦєёЛїАґЛµЈ¬Ц±ѕ¶ОЄ5mmТФЙПµДґЦєёЛїЈ¬єёЛїµДНвЙмі¤ФЪ60Ў«150mm·¶О§ДЪ±д¶ЇК±Ј¬КµјКЙПїЙєцВФЖдУ°ПмЎЈµ«єёЛїЦ±ѕ¶РЎУЪ3mmК±Ј¬єёЛїНвЙмі¤ІЁ¶Ї·¶О§і¬№э5Ў«10mmК±Ј¬ѕНїЙДЬ¶Фєё·міЙРОІъЙъГчПФµДУ°ПмЎЈІ»РвёЦєёЛїµДµзЧиВКєЬґуЈ¬ХвЦЦУ°ПмѕНёьґуЎЈТтґЛЈ¬¶ФПёєёЛїЈ¬МШ±рКЗІ»РвёЦИЫ»Їµзј«»ЎєёК±Ј¬±ШРлЧўТвїШЦЖНвЙмі¤µДОИ¶ЁЎЈ (2)µзј«(єёЛї)ЗгЅЗєёЅУК±Ј¬µзј«(єёЛї)Па¶ФУЪєёЅУ·ЅПтїЙТФЗгР±Т»ёцЅЗ¶ИЎЈµ±µзј«(єёЛї)µДЗгЅЗЛіЧЕєёЅУ·ЅПтК±ЅРєуЗгЈ»ДжЧЕєёЅУ·ЅПтК±ЅРЗ°ЗгЈ¬јыНј1ЎЄ32(a)Ўў(b)ЎЈµзј«(єёЛї)З°ЗгК±Ј¬µз»ЎБ¦¶ФИЫіШТєМеЅрКфєуЕЕЧчУГјхИхЈ¬ИЫіШµЧІїТєМеЅрКфФцєсБЛЈ¬Чи°БЛµз»Ў¶ФИЫіШµЧІїДёІДµДјУИИЈ¬№Кєё·мєс¶ИјхРЎЎЈН¬К±Ј¬µз»Ў¶ФИЫіШЗ°ІїОґИЫ»ЇДёІДФ¤ИИЧчУГјУЗїЈ¬ТтґЛєё·мїн¶ИФцјУЈ¬УаёЯјхРЎЈ¬З°ЗгЅЗ¶ИЎЈУъРЎЈ¬ХвТ»У°ПмУъГчПФЈ¬јыНј1ЎЄ32(c)ЎЈ
Нј1ЎЄ32 µзј«(єёЛї)ЗгЅЗ¶Фєё·мРОЧґµДУ°Пм (a)єуЗг (b)З°Зг (c)З°ЗгЗгЅЗµДУ°Пм µзј«(єёЛї)єуЗгК±Ј¬ЗйїцУлЙПКцПа·ґЎЈ (3)єёјюЗгЅЗ єёјюПа¶ФЛ®ЖЅГжЗгР±К±Ј¬єё·мµДРОЧґїЙТтєёЅУ·ЅПтІ»Н¬¶шУРГчПФІо±рЎЈєёјюЗгР±єуЈ¬єёЅУ·Ѕ·ЁїЙ·ЦОЄБЅЦЦЈєґУёЯґ¦НщµНґ¦єёЅРПВЖВєёЈ»ґУµНґ¦НщёЯґ¦єёЅРЙПЖВєёЈ¬јыНј1ЎЄ33(a)(b)ЎЈ
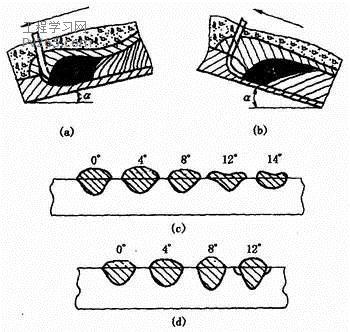
Нј1ЎЄ33 єёјюЗгЅЗ¶Фєё·мРОЧґµДУ°Пм (a)ПВЖВєё (b)ЙПЖВєё (c)ПВЖВєёК±єёјюЗгЅЗµДУ°Пм(d)ЙПЖВєёК±єёјюЗгЅЗµДУ°Пм µ±ЅшРРЙПЖВєёК±Ј¬ИЫіШТєМеЅрКфФЪЦШБ¦єНµз»ЎБ¦ЧчУГПВБчПтИЫіШОІІїЈ¬µз»ЎДЬЙоИлµЅјУИИИЫіШµЧІїµДЅрКфЈ¬Тт¶шК№єё·мєс¶ИєНУаёЯ¶јФцјУЎЈН¬К±Ј¬ИЫіШЗ°ІїјУИИЧчУГјхИхЈ¬µз»Ў°Ъ¶Ї·¶О§јхРЎЈ¬ТтґЛєё·мїн¶ИјхРЎЎЈЙПЖВЅЗ¶ИУъґуЈ¬У°ПмТІУъГчПФЎЈЙПЖВЅЗ¶ИЎЈ>6ЎгЎ«12ЎгК±Ј¬єё·мѕН»бТтУаёЯ№эґуЈ¬БЅІаіцПЦТ§±Я¶шК№іЙРО¶с»ЇЈ¬јыНј1ЎЄ33(d)ЎЈТтґЛЈ¬ФЪЧФ¶Їµз»ЎєёК±Ј¬КµјКЙПЧЬКЗѕЎБї±ЬГвІЙУГЙПЖВєёЎЈ ПВЖВєёµДЗйїцХэєГПа·ґЈ¬јґєё·мєс¶ИєНУаёЯВФУРјхРЎЈ¬¶шєё·мїн¶ИВФУРФцјУЎЈТтґЛЗгЅЗЎЈ<6ЎгЎ«8ЎгµДПВЖВєёїЙК№±нГжєё·міЙРОµГµЅёДЙЖЈ¬КЦ»Ўєёєё±Ў°еК±Ј¬іЈІЙУГПВЖВєёЈ¬Т»·ЅГжКЗ±ЬГвєёјюЙХґ©Ј¬БнТ»·ЅГжїЙТФµГµЅ№в»¬µДєё·м±нГжіЙРОЎЈИз№ыЗгЅЗ№эґуЈ¬Фт»бµјЦВОґєёНёєНИЫіШМъЛ®ТзБчЈ¬К№єё·міЙРО¶с»ЇЈ¬јыНј1ЎЄ33(c)ЎЈ (4)ЖВїЪРОЧґ µ±ЖдЛьМхјюІ»±дК±Ј¬ФцјУЖВїЪЙо¶ИєНїн¶ИК±Ј¬єё·мєс¶ИВФУРФцјУЈ¬єё·мїн¶ИВФУРФцјУЈ¬¶шУаёЯПФЦшјхРЎЈ¬јыНј1ЎЄ34ЎЈ
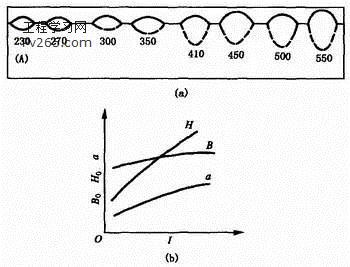
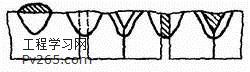
Нј1ЎЄ34 ЖВїЪРОЧґ¶Фєё·мРОЧґµДУ°Пм (5)єёјБ Вс»ЎєёК±Ј¬єёјБµДіЙ·ЦЎўГЬ¶ИЎўїЕБЈ¶Иј°¶С»эёЯ¶Иѕщ¶Фєё·мРОЧґУРТ»¶ЁУ°ПмЎЈµ±ЖдЛьМхјюПаН¬К±Ј¬ОИ»ЎРФЅПІоµДєёјБєё·мєс¶ИЅПґуЎў¶шєё·мїн¶ИЅПРЎЎЈєёјБГЬ¶ИРЎЈ¬їЕБЈ¶Иґу»т¶С»эёЯ¶ИјхРЎК±Ј¬УЙУЪµз»ЎЛДЦЬС№Б¦јхµНЈ¬»ЎЦщМе»эЕтХНЈ¬µз»Ў°Ъ¶Ї·¶О§А©ґуЈ¬ТтґЛєё·мєс¶ИјхРЎЎўєё·мїн¶ИФцјУЎўУаёЯВФОЄјхРЎЎЈґЛНвЈ¬ИЫФьХі¶И¶Фєё·м±нГжіЙРОУРєЬґуУ°ПмЈ¬ИфХі¶И№эґуЈ¬К№ИЫФьµДНёЖшРФІ»БјЈ¬ИЫіШЅбѕ§К±ЛщЕЕіцµДЖшМеОЮ·ЁНЁ№эИЫФьЕЕіэЈ¬К№єё·м±нГжРОіЙРн¶а°јїУЈ¬іЙРО¶с»ЇЎЈ (6)±Ј»¤ЖшМеіЙ·Ц ЖшМе±Ј»¤єёК±Ј¬±Ј»¤ЖшМе 6/7 КЧТіЙПТ»Ті4567ПВТ»ТіОІТі |