
|
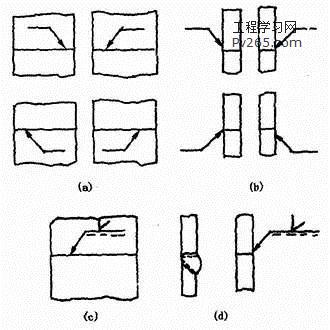
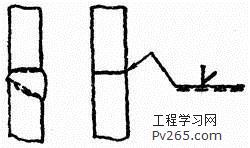
Нј1ЎЄ25(a)Ўў(b)ЎЈµ«КЗФЪ±кЧўµҐ±ЯVЎўµҐ±ЯYЎўJРОєё·мК±Ј¬јэН·ПЯУ¦ЦёПтґшУРЖВїЪТ»ІаµД№¤јюЈ¬јыНј1ЎЄ25(c)Ўў(d)ЎЈ±ШТЄК±Ј¬ФКРнјэН·ПЯНдХЫТ»ґОЈ¬ИзНј1ЎЄ26ЎЈ
Нј1ЎЄ25 јэН·ПЯµДО»ЦГ
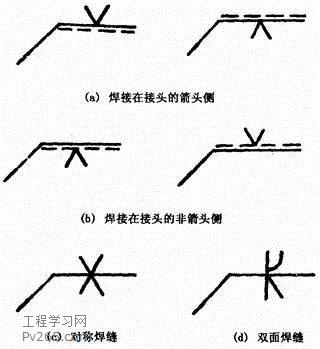
Нј1ЎЄ26 НдХЫµДјэН·ПЯ 4Ј®»щЧјПЯµДО»ЦГ »щЧјПЯµДРйПЯїЙТФ»ФЪ»щЧјПЯµДКµПЯПВІа»тЙПІаЎЈ »щЧјПЯТ»°гУ¦УлНјСщµДµЧ±ЯПаЖЅРРЈ¬µ«ФЪМШКвМхјюПВТаїЙУлµЧ±ЯПаґ№Ц±ЎЈ 5Ј®»щ±ѕ·ыєЕПа¶Ф»щЧјПЯµДО»ЦГ »щ±ѕ·ыєЕПа¶Ф»щЧјПЯµДО»ЦГјыНј1ЎЄ27(a)Ўў(b)Ўў(c)Ўў(d)Ј»±кЧў¶ФіЖєё·мј°Л«Гжєё·мК±Ј¬І»јУРйПЯЎЈ
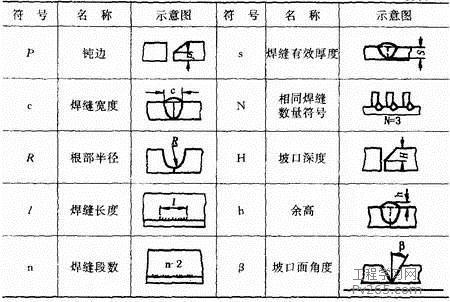
Нј1ЎЄ27 »щ±ѕ·ыєЕПа¶Ф»щЧјПЯµДО»ЦГ (Иэ)єё·міЯґз·ыєЕј°Жд±кЧўО»ЦГ (1)єё·міЯґз·ыєЕЈ¬јы±н1ЎЄ9ЎЈ ±н1ЎЄ9єё·міЯґз·ыєЕ
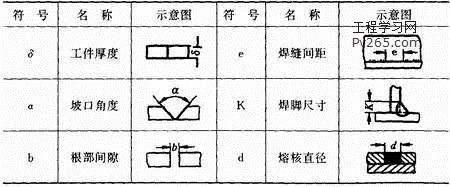
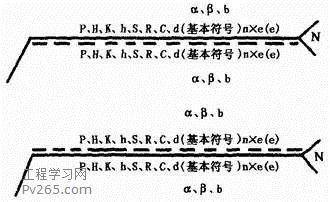
(2)єё·міЯґз·ыєЕј°КэѕЭµД±кЧўФФтЈ¬ИзНј1ЎЄ28Јє 1)єё·мєбЅШГжЙПµДіЯґз±кФЪ»щ±ѕ·ыєЕµДЧуІаЈ» 2)єё·мі¤¶И·ЅПтіЯґз±кФЪ»щ±ѕ·ыєЕµДУТІаЈ»
Нј1ЎЄ28 єё·міЯґзµД±кЧўФФт 3)ЖВїЪЅЗ¶ИЎўЖВїЪГжЅЗ¶ИЎўёщІїјдП¶µИіЯґз±кФЪ»щ±ѕ·ыєЕµДЙПІа»тПВІаЈ» 4)ПаН¬єё·мКэБї·ыєЕ±кФЪОІІїЈ» 5)µ±РиТЄ±кЧўµДіЯґзКэѕЭЅП¶аУЦІ»ТЧ·Ц±зК±Ј¬їЙФЪКэѕЭЗ°ГжФцјУПаУ¦µДіЯґз·ыєЕЎЈµ±јэН·ПЯ·ЅПт±д»ЇК±Ј¬ЙПКцФФтІ»±дЎЈ (3)№ШУЪіЯґз·ыєЕµДЛµГч 1)ФЪ»щ±ѕ·ыєЕµДУТІаОЮИОєО±кЧўЗТУЦОЮЖдЛыЛµГчК±Ј¬±нКѕєё·мФЪ№¤јюµДХыёці¤¶ИЙПКЗБ¬РшµДЎЈ 2)ФЪ»щ±ѕ·ыєЕФЪЧуІаОЮИОєО±кЧўЗТУЦОЮЖдЛыЛµГчК±Ј¬±нКѕ¶ФЅУєё·мТЄНкИ«єёНёЎЈ 3)Иыєё·мЎўІЫєё·мґшУРР±±ЯК±Ј¬У¦ёГ±кЧўїЧµЧІїµДіЯґзЎЈ БщЎўєёЅУ№¤ТХІОКэј°Жд¶Фєё·мРОЧґµДУ°Пм єёЅУК±Ј¬ОЄ±ЈЦ¤єёЅУЦКБї¶шСЎ¶ЁµДёчПоІОКэ(АэИзєёЅУµзБчЎўµз»ЎµзС№ЎўєёЅУЛЩ¶ИЎўПЯДЬБїµИ)µДЧЬіЖЅРєёЅУ№¤ТХІОКэЎЈЛщОЅПЯДЬБїКЗЦёИЫєёК±Ј¬УЙєёЅУИИФґКдИлёшµҐО»і¤¶Иєё·мЙПµДДЬБїЅ№¶ыЈЇАеГЧ»тЅ№¶ыЈЇєБГЧ(JЈЇcm»тJЈЇmm)Ј¬ТаіЖИИКдИлЎЈ ПЯДЬБїµДјЖЛ㹫ʽΪЈє
КЅЦР QЎЄЎЄПЯДЬБїЈ¬JЈЇcm»тJЈЇmmЈ» IЎЄЎЄєёЅУµзБчЈ¬AЈ» UЎЄЎЄµз»ЎµзС№Ј¬VЈ» VЎЄЎЄєёЅУЛЩ¶ИЈ¬cmЈЇs»тmmЈЇsЎЈ АэЈєДієёЅУРФКФСйµДєёЅУ№¤ТХІОКэИзПВЈєєёМхЦ±ѕ¶4mmЈ¬єёЅУ µзБч180AЈ¬µз»ЎµзС№24VЈ¬єёЅУЛЩ¶И150mmЈЇminЎЈКФјЖЛгЖдПЯДЬ БїЎЈ ЅвЈєПЯДЬБї
|



 ЎЈ
ЎЈ