|
µДіЙ·ЦТФј°УлґЛГЬЗРПа№ШµДИЫµО№э¶ЙРОКЅ¶Фєё·мРОЧґУРГчПФУ°ПмЎЈІЙУГІ»Н¬±Ј»¤ЖшМеЅшРРИЫ»Їј«ЖшМе±Ј»¤єёЦ±Бч·ґЅУК±Ј¬єё·мРОЧґµД±д»ЇЈ¬јыНј1ЎЄ35ЎЈЙдБч№э¶ЙлІ»ЎєёЧЬКЗРОіЙГчПФДў№ЅЧґєё·мЈ¬лІЖшЦРјУИлO2ЎўCO2»тH2К±Ј¬їЙК№ёщІїіЙРОХ№їнЈ¬єё·мєс¶ИВФУРФцјУЎЈїЕБЈЧґєН¶МВ·№э¶Йµз»ЎєёФтРОіЙµДєё·мРОЧґїн¶шЗіЎЈ
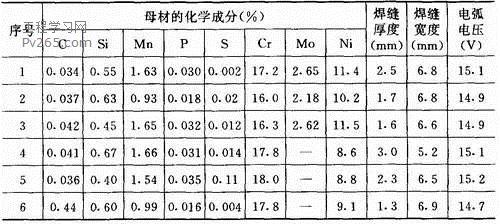
Нј1ЎЄ35 ±Ј»¤ЖшМеіЙ·Ц¶Фєё·мРОЧґµДУ°Пм (7)ДёІДµД»ЇС§іЙ·Ц ДёІДµД»ЇС§іЙ·ЦІ»Н¬Ј¬ФЪЖдЛь№¤ТХТтЛШІ»±дµДЗйїцПВЈ¬єё·мРОЧґІ»Т»СщЈ¬ХвТ»µгФЪлІ»ЎєёК±МШ±рГчПФЎЈИзИэЦЦІъµШІ»Н¬µД0Cr18Ni19єН0Cr18Ni12Mo2І»РвёЦЈ¬УГОЩј«лІ»Ўєё·Ѕ·ЁєёЅУЈ¬ІЙУГПаН¬µДєёЅУ№¤ТХІОКэК±Ј¬ЛщµГєё·мРОЧґµД±д»ЇЈ¬јы±н1ЎЄ10ЎЈ ±н1ЎЄ10 ДёІД»ЇС§іЙ·Ц¶Фєё·мРОЧґµДУ°Пм
ЧўЈєОЩ°ф¶ЛІї45ЎгЈ»»Ўі¤2mmµзБч150AЈ»єёЅУЛЩ¶И300mmЈЇminЎЈ ОДХВАґФґЈєєёЅУЗРёоБЄГЛ 7/7 КЧТіЙПТ»Ті567 |