|
3ЎўЛщІъІсУНѕјУЗвєуїЙЧчІсУНЧй·ЦЎЈ 4ЎўЧ°ЦГДЬєД±ИіЈ№жFCCВФёЯЎЈ VRFCCјјКхИ«іЖ КЇАЇ»щјхС№ФьУНµДґЯ»ЇБС»ЇјјКх јјКхМШµг 1ЎўІЙУГµДDVRґЯ»ЇјБє¬УРМШ¶ЁґуїЧµД»щЦКТФј°МШ¶ЁїЧМЭ¶ИєНЛбМЭ¶ИµДёґєП·ЦЧУЙёЧйФЄЈ¬ХвЦЦЅб№№єНЧйіЙКЗХл¶ФФьУНґу·ЦЧУµДА©ЙўЈґ«ЦК¶шЧЁГЕЙијЖµДЈ¬УлЎ°ёЯОВЛІК±ИИ»чЎ±БС»Ї·ґУ¦·ЅКЅПаЅбєПЈ¬їЙТФЗї»ЇЦШУНЧЄ»ЇЎўЅµµНЅєЦКєН·јМюЙъЅ№ВКЎЈ 2ЎўІЙУГЅб№№¶АМШµДї№»¬ВдМбЙэ№Ь·ґУ¦ЖчЈ¬їЙЅµµНЙъЅ№ВКЎў±ЬГвЕзЧмЗшЎўіБЅµЖчєНУНЖш№ЬПЯЅбЅ№ЎЈМбЙэ№ЬЦ±ѕ¶СШёЯ¶ИУРМШ¶Ё±д»ЇЈ¬їЙ±ЬГвґЯ»ЇјБ»¬ВдєН¶юґО·ґУ¦ЎЈ 3ЎўІЙУГ¶аµгЅшБПјјКхЈ¬ІўІЙУГ»мєПОВ¶ИїШЦЖјјКхєНј±АдјјКхЈ¬їЙ»сµГККТЛµД·ґУ¦ОВ¶ИЎЈ 4ЎўУ¦УГµҐ¶ОДжБчµДё»СхФЩЙъјјКхЈ¬їЙУРР§µШАыУГПЦУРЙи±ёЎў±ЬГвЦчМеЙи±ёµДёД¶ЇЎўГЦІ№ЙХЅ№їХЖшµДІ»ЧгЎЈёГјјКхК№ёЯМјє¬БїµДґЯ»ЇјБКЧПИУлµНСхє¬БїµДЦч·зЅУґҐЈ¬УРР§µШ±ЬГвБЛґЯ»ЇјБ№эИИЎўјхЙЩґЯ»ЇјБК§»оЎЈ 5ЎўМШКвЙијЖµДСхЖш»мєПЖчїЙТФїШЦЖЦч·зЦРµДСхє¬БїФЪККТЛµД·¶О§ДЪЎЈ 6ЎўОЄБЛ±ЬГвУНЖшФЪіБЅµЖчЦРНЈБфК±јд№эі¤¶шјУѕз·ЗСЎФсРФµДИИБС»Ї·ґУ¦Ўў»єЅвіБЅµПµНіЅбЅ№ЎўМбёЯІъЖ·ЦКБїЈ¬ФЪМбЙэ№ЬіцїЪІЙУГБЛИ«·в±ХµДРэБчїм·ЦПµНіЈЁVQSЈ©ЎЈVQSµДУЕµг°ьАЁЈєЖш№М·ЦАлР§ВКёЯЈ¬ґУїм·ЦН·µЅРэ·ЦЖчµДНЈБфК±јд¶МЈ¬ПµНіѕЯУРј«ёЯµДІЩЧчµЇРФєНБй»оРФЈ¬ІўїЙТФФЪС№Б¦ІЁ¶ЇПВФЛРРЎЈґЛПµНіІ»ЅцДЬУРР§µШ·ЦАлґЯ»ЇјБєНУНЖшЈ¬¶шЗТ»№ДЬЧоґуПЮ¶И·АЦ№УНЖшЅшИліБЅµЖчЈ¬±ЬГв№эИИєН¶юґО·ґУ¦Ј¬ЅµµНёЙЖшєНЅ№МїІъВКЈ¬МбёЯЗбЦКУНКХВКЎЈ 7ЎўК№УГБЛі¬ПёёЯР§Он»ЇЕзЧмЈ¬їЙТФµГµЅёьРЎµДУНµОЦ±ѕ¶Ј¬КµПЦФБПµДБјєГЖш»ЇєН·ґУ¦Ј¬УРАыУЪґЯ»ЇјБґ«ИИЈ¬ЅµµНЅ№МїІъВКєНМбёЯЗбЦКУНКХВКЎЈ 8ЎўІЙУГґшЕзЧмµДёЯР§ЖыМбµІ°еµД¶а¶ОёЯР§ЖыМбјјКхЈ¬Зї»ЇЖыМбР§№ыЈ¬ЖыМбР§ВКїЙЅУЅь100% ЎЈН¬К±ёДЅшБЛЖыМб¶ОґЯ»ЇјБµДНЈБфК±јд·ЦІјЈ¬їЙјхЙЩґЯ»ЇјБµДЛАЗшєНёЯ»¬¶ЇЗшЈ¬К№ЖыМб¶ОДЪµДЖш№МЅУґҐґ¦ФЪЧојСЧґМ¬Ј¬Ѕ№МїЦРµДЗвє¬БїГчПФЅµµНЈ¬ґуґуЅµµНЖыМбХфЖыУГБїЎЈ DCCјјКхИ«іЖ Йо¶ИґЯ»ЇБС»ЇјјКх Дї±кІъЖ· ±ыП©ЎўТм№№П©Мю јјКхМШµг 1ЎўЧ°ЦГµД·ґУ¦ПµНіУРМбЙэ№ЬјУБч»ЇґІЈЁDCC-IРНЈ¬ЧоґуБї±ыП©ІЩЧчДЈКЅЈ©»тМбЙэ№ЬЈЁDCC-ўтЈ¬ЧоґуБїТм№№П©МюІЩЧчДЈКЅЈ©БЅЦЦРНКЅЈ¬їЙТФјУ№¤¶аЦЦЦШЦКФБПЈ¬ІўМШ±рККТЛјУ№¤КЇАЇ»щФБПЈ¬±ыП©ІъВКїЙґп20 wtЈҐЎЈ 2ЎўЛщІъЖыУНїЙЧчёЯРБНйЦµЖыУНЧй·ЦЈ¬ЦРБу·ЦУНїЙЧчИјБПУНЧй·ЦЎЈ 3ЎўК№УГЕдМЧµДЎўУРЧЁАыИЁµДґЯ»ЇјБЈ¬·ґУ¦ОВ¶ИёЯУЪіЈ№жFCCЈ¬µ«Ф¶µНУЪХфЖыБСЅвЎЈ 4ЎўІЩЧчБй»оЈ¬їЙНЁ№эёД±дІЩЧчІОКэЧЄ±дDCCФЛРРДЈКЅЎЈ 5ЎўёГ№¤ТХ№эіМЛдУРґуБїЖшМеІъОпЈ¬µ«ИФїЙІЙУГ·ЦБу/ОьКХПµНіЈ¬КµПЦІъЖ·µД·ЦАлЈ¬»ШКХЈ¬¶шІ»РиУГХфЖыБСЅвЦЖТТП©№¤ТХЦРЛщК№УГµДЙоАд·ЦАлЎЈ 6ЎўП©МюІъЖ·ЦРµДФУЦКє¬БїµНЈ¬І»РиТЄјУЗвѕ«ЦЖЎЈ ЙъІъ№¤ТХ Н»ЖЖБЛіЈ№жґЯ»ЇБС»ЇЈЁFCCЈ©µД№¤ТХПЮЦЖЈ¬±ыП©ІъВКОЄіЈ№жFCCµД3-5±¶ЎЈЖ乤ТХБчіМУлFCC»щ±ѕПаЛЖЈ¬°ьАЁ·ґУ¦-ФЩЙъПµНіЎў·ЦБуПµНіТФј°ОьКХОИ¶ЁПµНіЎЈФБПУНѕХфЖыОн»ЇєуЛНИлМбЙэ№ЬјУБч»ЇґІЈЁDCC-IРНЈ©»тМбЙэ№ЬЈЁDCC-ўтЈ©·ґУ¦ЖчЦРЈ¬УлИИµДФЩЙъґЯ»ЇјБЅУґҐЈ¬·ўЙъґЯ»ЇБСЅв·ґУ¦ЎЈ·ґУ¦ІъОпѕ·ЦБу/ОьКХПµНіЈ¬КµПЦ·ЦАлЎў»ШКХЎЈіБ»эБЛЅ№МїµДґэЙъґЯ»ЇјБѕХфЖыЖыМбєуЛНИлФЩЙъЖчЦРЈ¬УГїХЖшЙХЅ№ФЩЙъЎЈИИµДФЩЙъґЯ»ЇјБТФККТЛµДС»·ЛЩВК·µ»Ш·ґУ¦ЖчС»·К№УГЈ¬ІўМṩ·ґУ¦ЛщРиИИБїЈ¬КµПЦ·ґУ¦-ФЩЙъПµНіИИЖЅєвІЩЧчЎЈ CGP
јјКхИ«іЖ ЙъІъЗеЅаЖыУНІў¶аІъ±ыП©ґЯ»ЇБС»ЇјјКх Дї±кІъЖ· ІъП©Мює¬БїРЎУЪ20vЈҐµДёЯРБНйЦµЖыУНЈ¬ТФј°»Ї№¤ФБП±ыП© јјКхМШµг 1ЎўФБП°ьАЁјхС№НЯЛ№УНЈЁVGOЈ©ЎўјхС№ФьУНЈЁVTBЈ©ЎўНСБ¤ЗаУНЈЁDAOЈ©µИЎЈ 2ЎўІЙУГє¬УРБЅёцІ»Н¬·ґУ¦ЗшµДґ®БЄ±дѕ¶МбЙэ№Ь·ґУ¦ЖчПµНіЎЈµЪТ»·ґУ¦ЗшµДЧчУГЦчТЄКЗЗї»ЇµҐ·ЦЧУ·ґУ¦Ј¬УРАыУЪФБПґу·ЦЧУНйМю·ўЙъµҐ·ЦЧУБС»ЇЎЈµЪ¶ю·ґУ¦ЗшµДЧчУГЦчТЄКЗЗї»ЇФБПґу·ЦЧУНйМюµДЛ«·ЦЧУ·ґУ¦Ј¬ФЪЛ«·ЦЧУБС»Ї·ґУ¦єНЛ«·ЦЧУЗвЧЄТЖ·ґУ¦µДРН¬ЧчУГПВЈ¬ЖыУНЦРµДП©МюЧЄ»ЇОЄТм№№НйМюєН±ыП©Ј¬ґУ¶шПФЦшЅµµНЖыУНЦРµДП©Мює¬БїЎЈ 3ЎўІЙУГТ»ЦЦМЭ¶ИЛбЗї¶ИєНМЭ¶ИїЧ·ЦІјµД¶а№¦ДЬґЯ»ЇјБЎЈёГґЯ»ЇјБЦРµДТ»ЦЦ»оРФЧйФЄѕЯУР±ИіЈ№ж»оРФЧйФЄёьЗїµДЛбЗї¶ИЈ¬ІўУРЧЁГЕЙијЖµДККТЛїЧѕ¶ЎЈН¬К±ёГґЯ»ЇјБІЙУГБЛРВРН»щЦКєН№¦ДЬЧй·ЦУЕ»ЇјЇєПјјКхЈ¬К№ЖдЛбЗї¶ИЎўЛбБїєНИЭМїДЬБ¦µИККУ¦µҐ·ЦЧУєНЛ«·ЦЧУ·ґУ¦µДРиТЄЎЈ 4ЎўФЪµЪТ»·ґУ¦ЗшµЧІїІЙУГРВРНФ¤МбЙэЅб№№Ј¬їЙёДЙЖґЯ»ЇјБУлФБПУНЅУґҐЗ°µДБч¶ЇЧґМ¬Ј¬КµПЦёьѕщФИЅУґҐЈ¬ґУ¶шјхЙЩИИБС»Їё±·ґУ¦Ј¬Зї»ЇµҐ·ЦЧУБС»Ї·ґУ¦ЎЈФЪµЪТ»·ґУ¦ЗшєНµЪ¶ю·ґУ¦ЗшЦ®јдІЙУГѕЯУРЧЁАыИЁµДТмРНµНС№·ЦІј°еЈ¬ТФМбёЯµЪ¶ю·ґУ¦ЗшµДґЯ»ЇјБІШБїєНґЯ»ЇјБЕЁ¶ИЈ¬ґУ¶шЗї»ЇЛ«·ЦЧУ·ґУ¦ЎЈ 5ЎўІЙУГѕЯУРРВРНЅб№№µДёЯР§ЖыМб¶ОЈ¬їЙПФЦшМбёЯЖыМб¶ОґЯ»ЇјБГЬ¶ИЈ¬ґУ¶шМбёЯЖыМбР§№ыЈ¬УРАыУЪµЪ¶ю·ґУ¦ЗшµДЛ«·ЦЧУ·ґУ¦ЎЈ ЙъІъ№¤ТХ ИИФБПУНУлИИФЩЙъґЯ»ЇјБФЪМбЙэ№ЬµЧІїЅУґҐЈ¬И»єуЅшИлµЪТ»·ґУ¦ЗшЈ¬ФЪёЯОВПВУНјБКµПЦ¶МК±јдЅУґҐІў·ґУ¦єуЈ¬ЅшИлµЪ¶ю·ґУ¦ЗшЈ¬ФЪЅПµНОВ¶ИЎўЅПі¤УНЖшНЈБфК±јдєНЅПµНЦШК±їХЛЩПВУНЖшјМРш·ґУ¦Ј¬·ґУ¦єуµДОпБчЅшИлґЦРэЈ¬·ЦАлУНЖшєНґЯ»ЇјБЈ¬УНЖшЅшИлєуІї·ЦАлПµНіЎЈґэЙъґЯ»ЇјБѕЖыМбєуЈ¬Ії·ЦІ№»ШµЪ¶ю·ґУ¦ЗшЎўІї·ЦЅшРРФЩЙъЈ¬ФЩЙъєуµДґЯ»ЇјБ·µ»ШМбЙэ№ЬµЧІїЎЈ FDFCC-ўујјКхИ«іЖ Бй»о¶аР§ґЯ»ЇБС»Ї№¤ТХјјКх Дї±кІъЖ· ЗеЅаЖыУНИјБП јјКхМШµг 1ЎўФБПККУ¦РФЗїЈ¬ІъЖ·Ѕб№№µчХыБй»оЈ¬ёЯёЅјУЦµІъЖ·ІъВКёЯЈ¬ЖыУНІъЖ·ЦКБїєГЈ¬SOXЕЕ·ЕµНЎЈ 2ЎўґЯ»ЇЖыУНП©Мює¬БїїЙЅµЦБ18%ТФПВЎЈ 3ЎўґЯ»ЇЖыУНSє¬БїЅµµН45%ТФЙПЈ¬RONєНMON·Ц±рМбёЯ2ёцµҐО»ТФЙПЎЈ 4ЎўСМЖшЦРSOXЕЕ·ЕБїЅµµН50%ТФЙПЎЈ 5ЎўП©ІъВКїЙґпµЅ10%ЈЁwЈ©ТФЙПЈ¬Н¬К±ёЙЖшІъВКФЪ3.0%ЈЁwЈ©ЧуУТЈ¬Тє»ЇЖшЦР±ыП©є¬БїФЪ37%ЈЁwЈ©ТФЙПЎЈ ЙъІъ№¤ТХ ёГјјКхН»ЖЖґ«НіґЯ»ЇБС»Ї№¤ТХЈ¬Ѕ«µҐМбЙэ№ЬёДОЄЛ«МбЙэ№ЬЈ¬ІўНЁ№эФцјУЖыУНіБЅµЖчєНё±·ЦБуЛюµИЙи±ёЈ¬Ѕ«ЖыУНґэЙъґЯ»ЇјБТэИлФБПУНМбЙэ№ЬґЯ»ЇјБФ¤МбЙэ»мєПЖчЈ¬КµПЦЎ°µНОВЅУґҐЎўґујБУН±ИЎ±µДёЯР§ґЯ»ЇЈ¬ґУ¶шґу·щ¶ИЅµµНЖыУНБтє¬БїєНП©Мює¬БїЈ¬МбёЯЖыУНРБНйЦµЈ¬Н¬К±ФцІъ±ыП©ЎўТє»ЇЖшµИёЅјУЦµЅПёЯµДІъЖ·Ј¬УРАыУЪЙъІъЧйЦЇєНІъЖ·Ѕб№№µДµчХыУЕ»ЇЎЈ ґЯ»Їѕ«ЦЖ
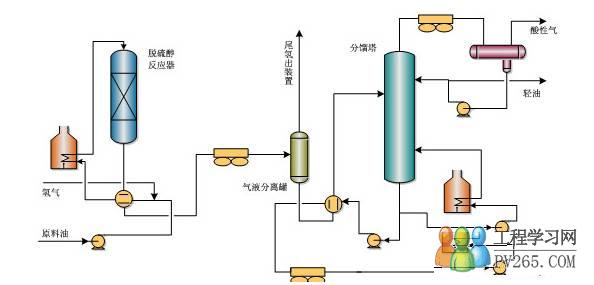
RHSSјјКхИ«іЖ µНС№єЅГєјУЗвјјКх јјКхМШµг 1ЎўјУ№¤ёчЦЦЦ±БуєЅГєБу·ЦЈ¬К№ЖдЙо¶ИНСіэБтґјЎўЅµµНЛбЦµЎўёДЙЖСХЙ«єНЖшО¶Ј¬ЛщµГІъЖ··ыєПЕзЖшИјБП№жёсЎЈ 2ЎўІЙУГЕдМЧµДНСБтґјґЯ»ЇјБЈ¬№¤ТХМхјю»єєНЈ¬ЗвєДµНЎЈ 3ЎўїЙУРР§µШНСЅµБтґјЎўЅµµНЛбЦµЎўёДЙЖСХЙ«єНЖшО¶Ј¬¶шЛщµГІъЖ·УН»щ±ѕ±ЈіЦБЛФБПУНФУРµДРФДЬУЕµгЈ¬·ыєПЕзЖшИјБП№жёсЎЈ 4Ўў ґЯ»ЇјБ»оРФёЯЎўОИ¶ЁРФєГЈ¬µЪТ»ЦЬЖЪК№УГКЩГьґуУЪ36ёцФВЈ¬їЙФЩЙъК№УГЈ¬ЧЬКЩГьґуУЪ108ёцФВЎЈ ЙъІъ№¤ТХ
ёГјјКхµД№¤ТХБчіМ°ьАЁ·ґУ¦єНЖыМбБЅІї·ЦЎЈФБПУНѕ»»ИИЎўјУИИєуЈ¬ЅшИл№М¶ЁґІ·ґУ¦ЖчЈ¬·ўЙъјУЗвНСБтґјЎўНСЛбј°НСЙ«µИ·ґУ¦Ј¬·ґУ¦ІъОпѕ·ЦіцЖшМеІъОпєуЈ¬ТєМеІъОпѕЖыМбЈ¬µГµЅєПёсЕзЖшИјБПЎЈ UDS
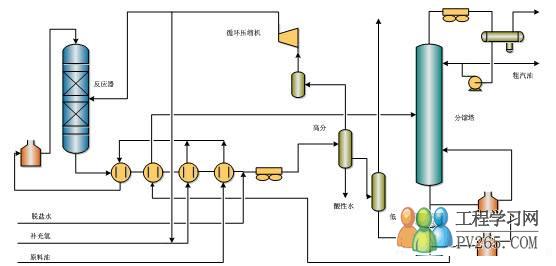
јјКхИ«іЖ ІсУНі¬Йо¶ИјУЗвНСБтјјКх јјКхМШµг 1ЎўІсУНі¬Йо¶ИјУЗвНСБтјјКхУГУЪјУ№¤ёчЦЦІсУНБу·ЦФБПЈ¬°ьАЁЦ±БуІсУНЎўґЯ»ЇІсУНТФј°Ѕ№»ЇІсУНµИЈ¬Дї±кІъЖ·ОЄБтє¬Бїј«µНµДЗеЅаІсУНЧй·ЦЎЈ 2ЎўК№УГУРЧЁАыИЁµДґЯ»ЇјБЈ¬ёГґЯ»ЇјБµДјУЗвНСБтєННСµЄ»оРФєЬёЯЈ¬СЎФсРФєГЈ¬їЙФЪЅПёЯїХЛЩЎўЅПµНОВ¶ИПВІЩЧчЈ¬ЖшМеІъВКµНЈ¬ІсУНКХВКёЯЎЈ 3Ўўµ±ФБПІсУНБтє¬Бї1.0 wtЈҐ-2.0 wt%К±Ј¬ІъЖ·ІсУНµДБтє¬БїРЎУЪ50 ¦Мg/g»тРЎУЪ10 ¦Мg/gЈ¬К®БщНйЦµЅПФБПёЯ3-8ёцµҐО»ЎЈ 4ЎўЧ°ЦГН¶ЧКєНІЩЧч·СУГµНЈ¬µҐО»ІъЖ·µД№«УГ№¤іМПыєДЎўФБППыєДУліЈ№жІсУНјУЗ⴦АнЧ°ЦГПаµ±ЎЈ ЙъІъ№¤ТХ
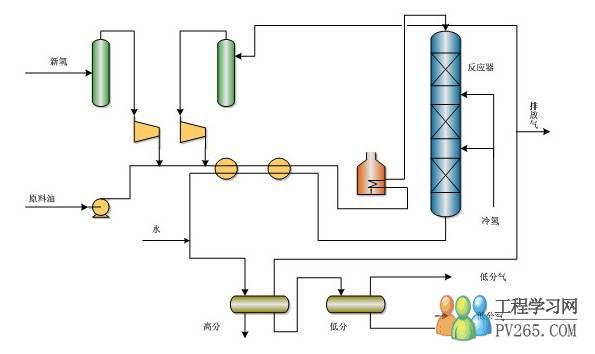
ёГјјКхµД№¤ТХБчіМ°ьАЁ·ґУ¦єН·ЦБуБЅІї·ЦЎЈФБПУНѕ»»ИИЎўјУИИєуЈ¬ЅшИл№М¶ЁґІ·ґУ¦ЖчЦРЈ¬·ўЙъјУЗвНСБтЎўНСµЄј°П©Мю±ҐєН·ґУ¦Ј¬·ґУ¦ІъОпѕ·ЦіцЖшМеІъОпєуЈ¬ТєМеІъОпѕ·ЦБуЈ¬їЙµГЗеЅаІсУНЧй·ЦЎЈ LCOјјКхИ«іЖ ЧоґуПЮ¶ИМбёЯІсУНК®БщНйЦµјјКх јјКхМШµг 1ЎўІЙУГЧЁУГґЯ»ЇјБєНµҐ¶ОТ»ґОНЁ№э№¤ТХБчіМЈ¬К№БУЦКІсУН·ўЙъЙо¶ИјУЗвНСБтЎўНСµЄЎў·јМю±ҐєНТФј°СЎФсРФїЄ»·µИ·ґУ¦Ј¬ґУ¶шґпµЅЅµµНГЬ¶ИЎўМбёЯК®БщНйЦµЈ¬Іў±ЈіЦёЯІсУНКХВКµДДї±кЎЈ 2ЎўїЙЙо¶ИјУЗвНСБтЎўНСµЄЎўПФЦшМбёЯІсУНК®БщНйЦµЈ¬ІсУНКХВКёЯЈ¬¶ФФБПµДККУ¦РФЗїЈ¬ККУГУЪјУ№¤ґЯ»ЇІсУНј°ґЯІсУлЦ±Іс»мєПУНЎЈ 3ЎўјУЗ⴦АнєНјУЗвБС»ЇґЯ»ЇјБїЙТФЧ°ФЪН¬Т»·ґУ¦ЖчДЪЈ¬ТІїЙТФ·Ц±рЧ°ФЪБЅёцґ®БЄµД·ґУ¦ЖчДЪЈ¬·ЗіЈБй»оЎЈ 4ЎўґЯ»ЇјБµД»оРФёЯЎўОИ¶ЁРФєГЎЈµЪТ»ФЛЧЄЦЬЖЪКЩГьґуУЪ24ёцФВЈ¬їЙФЩЙъК№УГЈ¬ЧЬКЩГьґуУЪ72ёцФВЎЈ ЙъІъ№¤ТХ
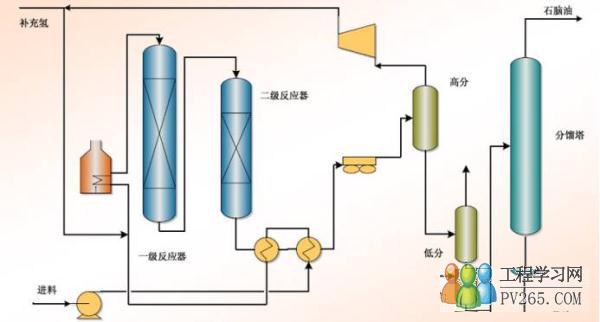
ёГјјКхµД№¤ТХБчіМЦчТЄ°ьАЁ·ґУ¦єН·ЦБуБЅІї·ЦЎЈФБПУНѕ»»ИИЎўјУИИєуЈ¬ЅшИлјУЗ⴦Ан·ґУ¦ЖчЈЁ¶ОЈ©ЦРЈ¬·ўЙъјУЗвНСБтЎўНСµЄј°П©Мю±ҐєН·ґУ¦Ј¬И»єуЅшИлЧ°УРЧЁУГјУЗвёДЦКґЯ»ЇјБµД·ґУ¦ЖчЈЁ¶ОЈ©Ј¬·ўЙъ¶ю»·ј°ТФЙП·јМюµДјУЗвїЄ»··ґУ¦Ј¬·ґУ¦ІъОпѕ·ЦБуПµНіЗРёоОЄКЇДФУНєНІсУНІъЖ·ЎЈ FHIјјКхИ«іЖ ІсУНјУЗвёДЦКТм№№ЅµДэјјКх јјКхМШµг 1ЎўФБПКЗёчЦЦІсУНБу·ЦЎЈ 2ЎўФЪFHI№¤ТХ№эіМЦРіэБЛ·ўЙъЙо¶ИјУЗвНСБтЎўНСµЄЎўНС·јєНСЎФсРФїЄ»·µИ·ґУ¦НвЈ¬»№·ўЙъХэ№№НйМюµИёЯДэµгЧй·ЦµДТм№№»Ї·ґУ¦Ј¬ТФј°ЅПЦШБу·ЦµДјУЗвБС»Ї·ґУ¦Ј¬Тт¶шїЙПФЦшЅµµНІсУНІъЖ·µДБтЎўµЄєН·јМю(УИЖдКЗ¶а»··јМю)є¬БїЈ¬ґу·щ¶ИЅµµНДэ№МµгЈ¬ЅµµНГЬ¶ИєН95%БуіцОВ¶ИЈЁT95Ј©Ј¬МбёЯК®БщНйЦµЎЈ 3ЎўІЙУГµҐёц·ґУ¦Жч»тБЅёц·ґУ¦ЖчЦ±ЅУґ®БЄµДТ»ґОНЁ№э№¤ТХБчіМЎЈ 4ЎўЛщУГµДјУЗ⴦АнґЯ»ЇјБѕЯУРёЯµДНСµЄЎўНС·јМю»оРФЈ¬ЛщУГµДјУЗвБС»ЇґЯ»ЇјБѕЯУРёЯµДХэ№№НйМюТм№№»ЇРФДЬј°»·НйМюСЎФсїЄ»·РФДЬЎЈБЅЦЦґЯ»ЇјБµДОИ¶ЁРФ¶јєЬєГЈ¬µЪТ»ФЛЧЄЦЬЖЪІ»РЎУЪ36ёцФВЈ¬їЙФЩЙъК№УГЈ¬ЧЬКЩГьІ»РЎУЪ108ёцФВЎЈ ЙъІъ№¤ТХ
ёГјјКхµД№¤ТХБчіМЦчТЄ°ьАЁ·ґУ¦єН·ЦБуБЅІї·ЦЎЈФБПєНЗвЖшКЬИИєуЅшИлµЪТ»·ґУ¦ЖчЈЁ¶ОЈ©Ј¬ЦчТЄ·ўЙъјУЗвНСБтЎўНСµЄЎў·јМю±ҐєНµИ·ґУ¦ЎЈТ»·ґБчіцОпЦ±ЅУ |