|
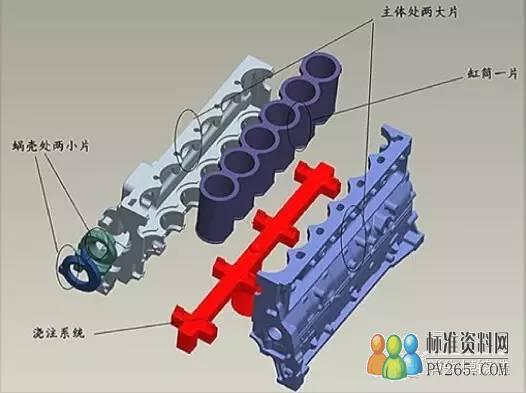
发动机缸体、缸盖的制造水平是衡量一个国家制造业水平的重要标志之一,在很大程度上代表了一个国家汽车工业的发展水平。不断提高发动机功率,降低燃油消耗量和减少尾气排放是汽车工业自身发展的内在需求,也是外部环境的客观要求。缸体毛坯的铸造成型过程既有传统的砂型铸造工艺,又有最新的消失模铸造工艺。 对于这类复杂铸件,编制非常详细和可行的工艺文件是非常重要的。我们对所有模片进行编号和命名,以便编制标准文件。组合后效果图见图2。
其次就是尺寸问题,常规的消失模产品习惯将铸件的壁厚走下限,将铸件的整体重量减轻,以此来体现消失模铸造的优势。但对于发动机缸体这样的铸件来讲,笔者认为是不可取的。为了提高铸件的一次打压合格率,所有水道和油道的壁厚都应该走上限,以增加上述范围内的壁厚。此外根据浇注工艺,还有一些关键尺寸还是应该要适当做调整的。 |