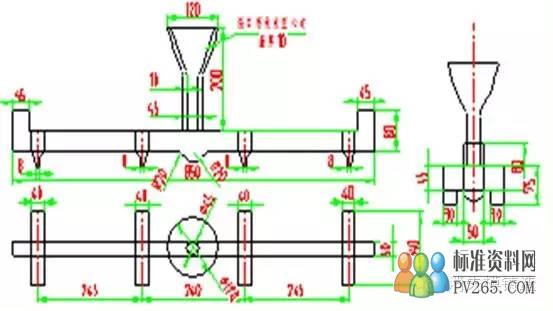
图4 六缸发动机顶注工艺
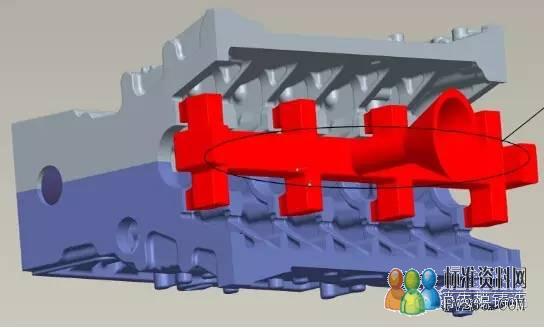
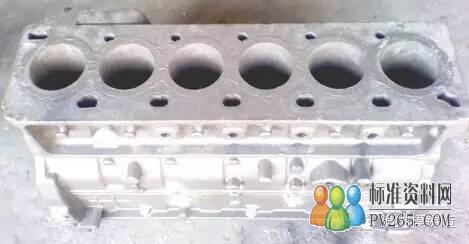
4. 涂料工艺缸体类铸件对涂料的要求除了一般性性能要求外,还有两点值得特别重视:(1)涂料在常温下的抗裂纹性要好。缸体的水道腔是非常复杂的,涂料在该处容易堆积,堆积过厚的水基涂料在烘干的过程中很容易出现裂纹,而这些裂纹是很难被发现的。如果处理不好,浇注时将会导致水套粘砂。水道的粘砂常常无法清理而导致铸件报废。(2)涂料的剥离性能。缸体水道近似于一个封闭的容器。在抛丸过程当中钢丸无法进入到水道腔内部,如果涂料的剥离性能不好的话则水道内腔的涂料层将无法清理。我公司采取在涂料中加入助溶剂的办法,通过多次调整,最终满足了使用要求。5. 造型与浇注缸体材质属于HT250低合金铸铁,要求Cu:0.2%-0.4%,Cr:0.15%-0.25%。其它五大元素的控制范围是:C:3.2%-3.35%,Si:1.85%-2.05%,Mn:0.8%-0.95%,P:≤0.08%,S:0.05%-0.07%。配料:废钢60%、生铁20%、回炉料20%,普通75硅铁孕育。通过炉前快速分析仪保证化学成份,需要注意的是Cr应该在炉前取样后加入,以免干扰炉前分析仪,铜直接加入铁水包。铁水出炉温1590℃,浇注温度1490℃,负压保持在-0.04MPa至-0.05MPa,浇注时间30s左右(铸件重量167kg),通过强度检查和硬度检查,上述化学成份能满足用户要求。产品图见:图5、图6、图7。
图5 2/3 首页上一页123下一页尾页