|
液态金属浇注到与零件形状、尺寸相适应的铸型型腔中,待其冷却凝固,以获得毛坯或零件的生产方法,通常称为金属液态成形或铸造。 工艺流程:液体金属→充型→凝固收缩→铸件
工艺特点: 1、可生产形状任意复杂的制件,特别是内腔形状复杂的制件。 2、适应性强,合金种类不受限制,铸件大小几乎不受限制。 3、材料来源广,废品可重熔,设备投资低。 4、废品率高、表面质量较低、劳动条件差。 铸造分类 :
(1)砂型铸造(sand casting)
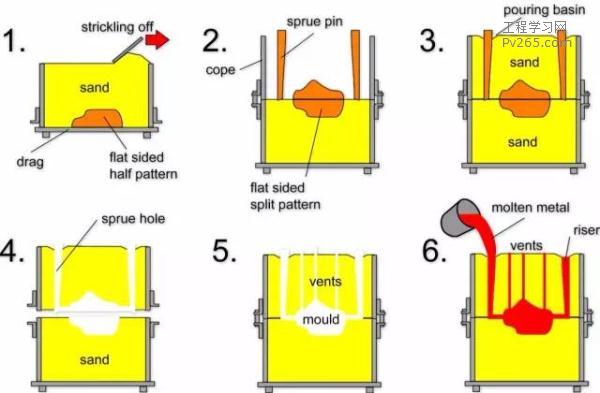
砂型铸造:在砂型中生产铸件的铸造方法。钢、铁和大多数有色合金铸件都可用砂型铸造方法获得。 工艺流程:
砂型铸造工艺流程 技术特点: 1、适合于制成形状复杂,特别是具有复杂内腔的毛坯; 2、适应性广,成本低; 3、对于某些塑性很差的材料,如铸铁等,砂型铸造是制造其零件或,毛坯的唯一的成形工艺。 应用:汽车的发动机气缸体、气缸盖、曲轴等铸件 (2)熔模铸造(investmentcasting)
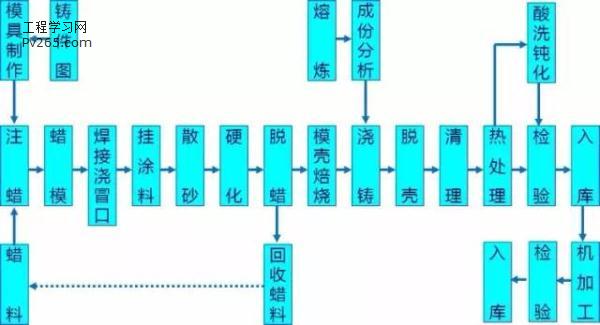
熔模铸造:通常是指在易熔材料制成模样,在模样表面包覆若干层耐火材料制成型壳,再将模样熔化排出型壳,从而获得无分型面的铸型,经高温焙烧后即可填砂浇注的铸造方案。常称为“失蜡铸造”。 工艺流程:
熔模铸造工艺流程 工艺特点 优点: 1、尺寸精度和几何精度高; 2、表面粗糙度高; 3、能够铸造外型复杂的铸件,且铸造的合金不受限制。 1/5 12345下一页尾页 |