|
体、降低劳动强度。 缺点: 1、金属型本身无透气性,必须采用一定的措施导出型腔中的空气和砂芯所产生的气体; 2、金属型无退让性,铸件凝固时容易产生裂纹; 3、金属型制造周期较长,成本较高。因此只有在大量成批生产时,才能显示出好的经济效果。 应用:金属型铸造既适用于大批量生产形状复杂的铝合金、镁合金等非铁合金铸件,也适合于生产钢铁金属的铸件、铸锭等。 (7)真空压铸(vacuumdie casting)
真空铸造:通过在压铸过程中抽除压铸模具型腔内的气体而消除或显著减少压铸件内的气孔和溶解气体,从而提高压铸件力学性能和表面质量的先进压铸工艺。 工艺流程:
工艺特点 优点: 1、消除或减少压铸件内部的气孔,提高压铸件的机械性能和表面质量,改善镀覆性能; 2、减少型腔的反压力,可使用较低的比压及铸造性能较差的合金,有可能用小机器压铸较大的铸件; 3、改善了充填条件,可压铸较薄的铸件; 缺点: 1、模具密封结构复杂,制造及安装较困难,因而成本较高; 2、 真空压铸法如控制不当,效果就不是很显著。 (8)挤压铸造(squeezing die casting)
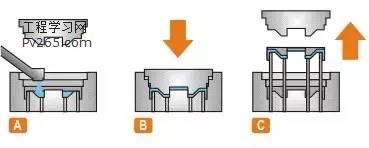
挤压铸造:是使液态或半固态金属在高压下凝固、流动成形,直接获得制件或毛坯的方法。它具有液态金属利用率高、工序简化和质量稳定等优点,是一种节能型的、具有潜在应用前景的金属成形技术。 工艺流程:
直接挤压铸造:喷涂料、浇合金、合模、加压、保压、泄压,分模、毛坯脱模、复位; 间接挤压铸造:喷涂料、合模、给料、充型、加压、保压、泄压,分模、毛坯脱模、复位。 技术特点: 1、可消除内部的气孔、缩孔和缩松等缺陷; 2、表面粗糙度低,尺寸精度高; 3、可防止铸造裂纹的产生; 4、便于实现机械化、自动化。 应用:可用于生产各种类型的合金,如铝合金、锌合金、铜合金、球墨铸铁等 (9)消失模铸造(Lost foam casting )
消失模铸造(又称实型铸造):是将与铸件尺寸形状相似的石蜡或泡沫模型粘结组合成模型簇,刷涂耐火涂料并烘干后,埋在干石英砂中振动造型,在负压下浇注,使模型气化,液体金属占据模型位置,凝固冷却后形成铸件的新型铸造方法。 工艺流程:预发泡→发泡成型→浸涂料→烘干→造型→浇注→落砂→清理
技术特点: 1、铸件精度高,无砂芯,减少了加工时间; 2、无分型面,设计灵活,自由度高; 3、清洁生产,无污染; 4、降低投资和生产成本。 应用:适合成产结构复杂的各种大小较精密铸件,合金种类不限,生产批量不 4/5 首页上一页2345下一页尾页 |