|
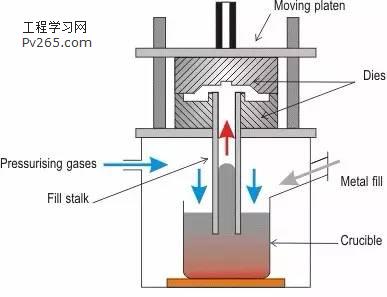
充填铸型,并在压力下结晶以形成铸件的方法.。 工艺流程:
技术特点: 1、浇注时的压力和速度可以调节,故可适用于各种不同铸型(如金属型、砂型等),铸造各种合金及各种大小的铸件; 2、采用底注式充型,金属液充型平稳,无飞溅现象,可避免卷入气体及对型壁和型芯的冲刷,提高了铸件的合格率; 3、铸件在压力下结晶,铸件组织致密、轮廓清晰、表面光洁,力学性能较高,对于大薄壁件的铸造尤为有利; 4、省去补缩冒口,金属利用率提高到90~98%; 5、劳动强度低,劳动条件好,设备简易,易实现机械化和自动化。 应用:以传统产品为主(气缸头、轮毂、气缸架等)。 (5)离心铸造(centrifugal casting)
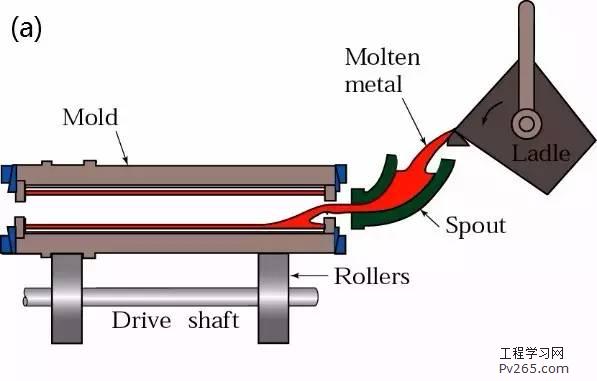
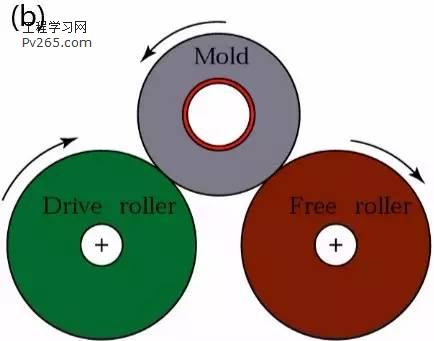
离心铸造:是将金属液浇入旋转的铸型中,在离心力作用下填充铸型而凝固成形的一种铸造方法。 工艺流程:
工艺特点 优点: 1、几乎不存在浇注系统和冒口系统的金属消耗,提高工艺出品率; 2、生产中空铸件时可不用型芯,故在生产长管形铸件时可大幅度地改善金属充型能力; 缺点: 1、用于生产异形铸件时有一定的局限性; 应用: 离心铸造最早用于生产铸管,国内外在冶金、矿山、交通、排灌机械、航空、国防、汽车等行业中均采用离心铸造工艺,来生产钢、铁及非铁碳合金铸件。其中尤以离心铸铁管、内燃机缸套和轴套等铸件的生产最为普遍。 (6)金属型铸造(gravity die casting)
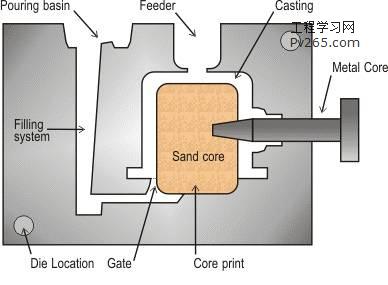
金属型铸造:指液态金属在重力作用下充填金属铸型并在型中冷却凝固而获得铸件的一种成型方法。 工艺流程:
工艺特点 优点: 1、金属型的热导率和热容量大,冷却速度快,铸件组织致密,力学性能比砂型铸件高15%左右。 2、能获得较高尺寸精度和较低表面粗糙度值的铸件,并且质量稳定性好。 3、因不用和很少用砂芯,改善环境、减少粉尘和有害气 3/5 首页上一页12345下一页尾页 |