|
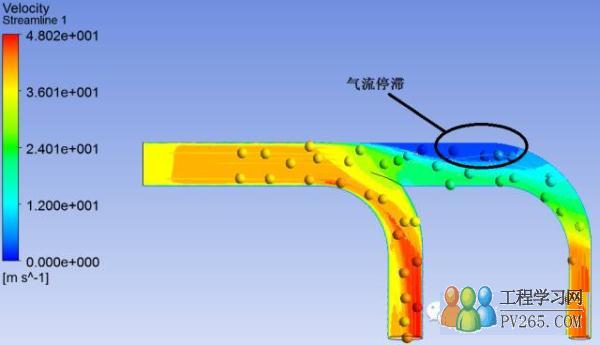
3个真空泵同时工作时都能达到最高效率且没有相互影响,因此图9是最合理的设计。 2.3 大小泵串联顺序 在实际生产线中,大小真空泵配合使用更能减少能耗,造型时使用小泵,浇注时使用大泵,因此需要对于大小泵串联顺序探讨。 假设选用两个泵,小泵为2BE253,进气直径125 mm,转速为660r/min,进气量为33.3 m3/min,45kW。大泵为2BE353,进气直径200 mm,转速为530r/min,进气量为78.8m3/min,110kw。两泵工作负压均为-0.060 MPa。 模拟结果见图10和图11。两者整体流速差别不大,分管道末端平均流速均在35~45 m/s,但图11出现了较大面积的气体流速缓慢区。观察流动粒子图后发现,此处气体产生了缓慢地横向移动,即气体在此处停滞了。可见由于小泵的抽气能力有限导致主管道中气体来不及抽走而紊乱,气体抽气阻力增大。
3 结论 (1)V法铸造管道中气体流动状态绝大部分阶段是湍流。 (2)由于上箱真空需要承受所有型砂质量,而下箱型砂有地面支撑。上箱抽气量比下箱抽气量大一倍多。而且砂箱中气体泄漏量,浇注时最大,其次是保压阶段,最后是待浇注阶段。 (3)在接头压力损失较小时主管道面积应为分管道面积之和,符合此参数的连接真空泵主管道能够保证真空泵间相互不影响。弯曲接头能有效消除分管道中的气体涡流,保证分管道有效抽气面积。 (4)通过模拟验证,当大小泵串联时,小泵在前,大泵在后,能减小抽气阻力,大小泵都能充分得到利用 3/3 首页上一页123 |