|
针对垂直接头产生的涡流现象,尝试改变为弯曲接头,弯曲半径为200mm和500mm,效果也不相同。
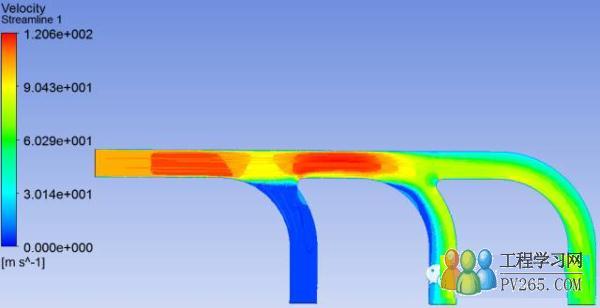
图8 接头弯曲半径500mm时速度分布图
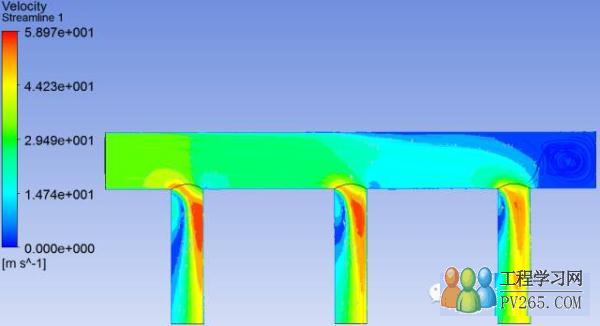
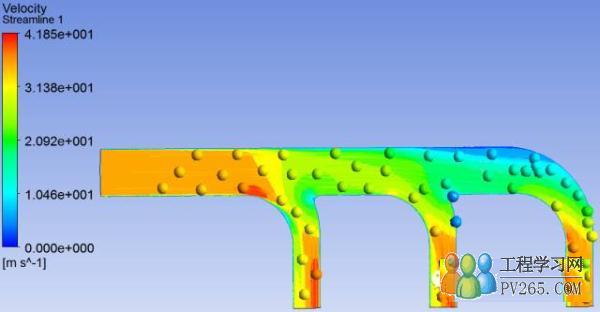
图9 直径350mm接头弯曲半径500mm时流体粒子图 对比图5,图7和图8发现,直接头的最大流速在分管道,分管道接头处极易形成气体涡流,减少分管道等效抽气面积。弯曲接头的最大流速在主管道,而且随着弯曲半径的增大,涡流现象得到明显改善。当弯曲半径为500 mm时,最远端分管道的气体流速为32 m/s,与真空泵抽速66 m3/min相匹配,说明管道参数设置比较合理。但图8中离稳压罐最近的分管道还是抽气阻力很大,分管道之间抽速差别也很大,这与主管道直径过细有关。增大直径后,结果见图9,其中3个分管道气体流速差别很小,与真空泵入口处实际抽速35 m/s接近,粒子可以看出气体流量分配,气体均匀地分配到3个分管道中, 2/3 首页上一页123下一页尾页 |