|
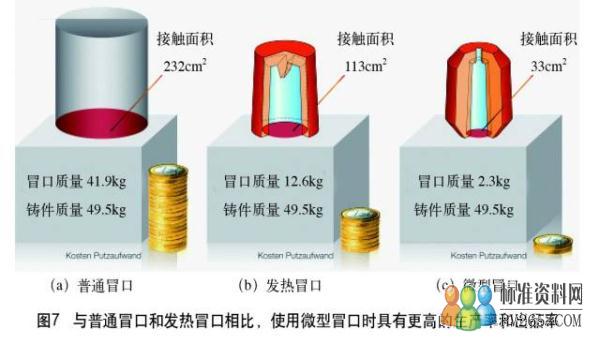
ЎЎЎЎЈЁ3Ј©Г°ҝЪІ»өГЧи°ӯЦэјюКХЛхЎЈ ЎЎЎЎЈЁ4Ј©Г°ҝЪУҰТЧУЪИҘіэЎЈ ЎЎЎЎЈЁ5Ј©¶ФУЪТтҪб№№І»ДЬ»тІ»өГҪшРР»ъРөјУ№ӨөДЦэјюЈ¬УҰҫЎҝЙДЬұЬГвЦұҪУФЪЖдұнГжЦұҪУ·ЕЦГГ°ҝЪ ЎЎЎЎЈЁ6Ј©УҰУЕПИСЎФсК№УГҫЯУРҙуЖшС№Р§УҰөДФІЦщРО°өГ°ҝЪЈ¬ТтОӘХвЦЦГ°ҝЪҫЯУРТФПВУЕөгЈәОЮВЫЦэФмМхјюИзәОЈ¬УЙУЪГ°ҝЪҪрКфТәМе»э№М¶ЁЈ¬І№ЛхЧчУГОИ¶ЁЈ»БјәГөДІ№ЛхР§№ыөГТжУЪГ°ҝЪДЪөДЛхҝЧЗ»Ј¬ТтОӘКХЛхҝЧТ»°гРОіЙУЪЦэјюөДЙПІҝЗшУтЈ»°өГ°ҝЪИЭТЧіЙРОЈ¬УИЖдКЗ»ъЖчФмРНКұЈ»°өГ°ҝЪДЪҝЙДЬөДС№БҰУҰУГЈ¬ҙУ¶шјхЙЩОў№ЫЛхҝЧЎЈ ЎЎЎЎЈЁЈ·Ј©ЦЖФмҙуРНЦэјюКұНЖјцК№УГГчГ°ҝЪЈ¬ТтОӘҝЙТФПтГ°ҝЪДЪЦШРВМоідҪрКфТәЈ¬»тХЯГ°ҝЪұнГжУЙ·ўИИОпЦКёІёЗЎЈ ЎЎЎЎЈЁЈёЈ©өұН¬КұІ№Лх¶аёцЦэјюКұЈЁЧйГ°ҝЪЈ©Ј¬ТФј°ТтЦэјюұнГжёЯ¶ИҪб№№»Ҝ¶шОЮ·ЁК№УГ¶ҘІҝГ°ҝЪКұЈ¬УҰК№УГІаГ°ҝЪЎЈ°өІаГ°ҝЪУҰі¬іцЦэјюЙПФөЦБЙЩ25mmЎЈ ЎЎЎЎЈЁЈ№Ј©К№УГҙшТЧёоЖ¬өДГ°ҝЪҝЙјхЙЩИҘіэГ°ҝЪЛщРиөД№ӨЧчБҝЎЈҙшТЧёоЖ¬өДТЧёоГ°ҝЪФЪОЮ·ЁК№УГСх»ҜИјБПЗРёоөДЦэёЦјюЦРУРЧЕМШұрГчПФөДУЕКЖЎЈ ЎЎЎЎЛДЎўҪшТ»ІҪ·ўХ№ЈәОўРНГ°ҝЪ-өҜ»ЙПъЎӘЎӘТЧёоЖ¬ ЎЎЎЎ1. ОўРНГ°ҝЪ ЎЎЎЎЦэФ칫ЛҫөДЙъІъР§ВКәЬҙуіМ¶ИЙПИЎҫцУЪНк№ӨЦэјюЛщРиөДЗеҪа№ӨЧчЎЈФЪХв·ҪГжЈ¬ОўРНГ°ҝЪПаҪПУЪЖХНЁәН·ўИИГ°ҝЪУРЧЕГчПФөДУЕКЖЈЁјыНј7Ј©ЎЈ
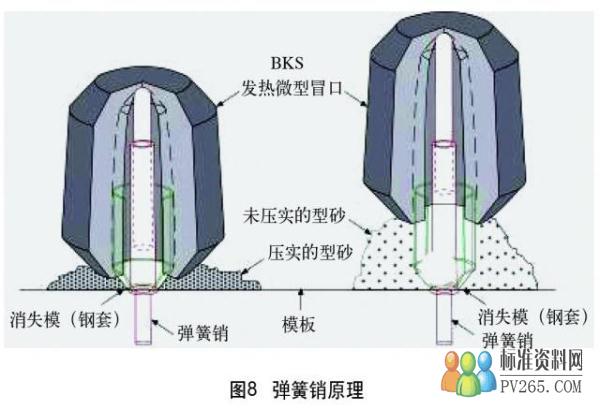
ЎЎЎЎУЙНј7ҝЙТФҝҙіцЈ¬УлЖХНЁәН·ўИИГ°ҝЪПаұИЈ¬К№УГОўРНГ°ҝЪКұҫЯУРёьёЯөДЙъІъВКәНіцЖ·ВКЈЁСЗКАҝЖ»ҜС§І№ЛхПөНіЈ©ЎЈ ЎЎЎЎ2. өҜ»ЙПъ ЎЎЎЎОӘ·АЦ№Зҝ·ЕИИОпЦКәНЦэјюЦ®јдЦұҪУҪУҙҘІъЙъёәГжУ°ПмЈ¬өҜ»ЙПъФЪРРТөЦРФҪАҙФҪКЬөҪЗанщЈ¬Н¬КұЈ¬Ль»№ДЬК№Г°ҝЪөДҪУҙҘГж»эјхРЎЎЈФЪөҜ»ЙПъјјКхЦРЈ¬Г°ҝЪЗЙГоөШАыУГДЈҫЯПтПВФЛ¶Ҝ¶ФГ°ҝЪәНЦэјюјдөДРНЙ°ІгК©јУС№БҰЈ¬ҙУ¶шҙпөҪЧојСДЈЦЖәНҫ«И·өДДЈҫЯВЦАӘЈ¬ЙхЦБГ°ҝЪЦЬО§өДЗшУтТІДЬКЬҙЛХэГжУ°ПмЎЈ ЎЎЎЎНј8ОӘФЪBKS·ўИИОўРНГ°ҝЪК№УГөҜ»ЙПъјјКхКҫТвЈ¬НјЦРК№УГөДКЗТЧёоұЯФөГ°ҝЪЈЁСЗКАҝЖ»ҜС§І№ЛхПөНіЈ©ЎЈ
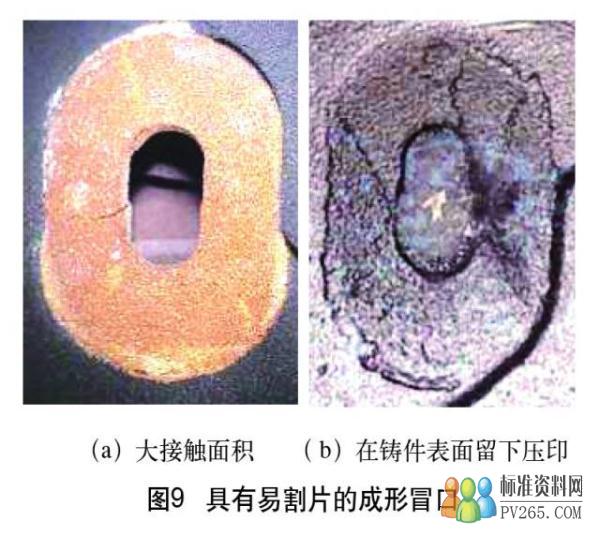
ЎЎЎЎ3. ТЧёоЖ¬ ЎЎЎЎёІДӨЙ°ТЧёоЖ¬јт»ҜБЛГ°ҝЪөДИҘіэЎЈГ°ҝЪФЪҪУҪьЦэјюөДөШ·Ҫ¶ПБСЈ¬ҙУ¶шјхЙЩБЛЗеҪа№ӨЧчЎЈө«КЗЈ¬ХвЦЦ·Ҫ·ЁРиТӘҪПҙуөДҪУҙҘГж»эЎЈПЦҙъіЙРОПөНіөДҪшТ»ІҪ·ўХ№»№ұ©В¶іцБЛБнТ»ёцИхөгЈәёІДӨЙ°ТЧёоЖ¬І»ДЬіРКЬіЦРшФцјУөДС№БҰЈ¬Ҫш¶шҝЙДЬөјЦВЦэФмИұПЭЎЈёІДӨЙ°ТЧёоЖ¬»№ҝЙДЬөјЦВДЈРНДҘЛрЈ¬ТІН¬Сщ»бФЪЦэјюұнГжЙПУРЛщұнПЦЈЁјыНј9Ј©ЎЈ
ЎЎЎЎТӘіцПЦПаУҰөД·ўИИРОіЙәбПтКХЛхЈ¬ҝӘ·ўҙшУРДЪІҝөҜ»ЙөДҙҙРВРФөҜ»ЙПъКЗІ»ҝЙИұЙЩөДТ»ІҪЈЁјыНј10Ј©ЎЈөГТжУЪөҜ»ЙПъјјКхЈ¬ТЧёоЖ¬өД·ўИИІДБПФЩТІІ»РиЦұҪУУлЦэјю 3/4 КЧТіЙПТ»Ті1234ПВТ»ТіОІТі |