|
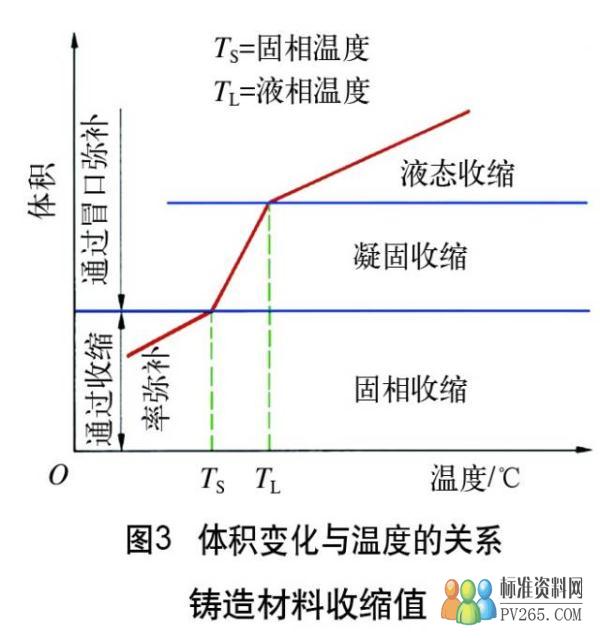
ЎЎЎЎ¶юЎўГ°ҝЪПөНіУҰВъЧгөДТӘЗу ЎЎЎЎЛщУРҪрКфКЬИИЕтХНУцАдКХЛхЈ¬ЖдМе»эұд»ҜУлОВ¶ИөД№ШПөИзНј3ЛщКҫЎЈ
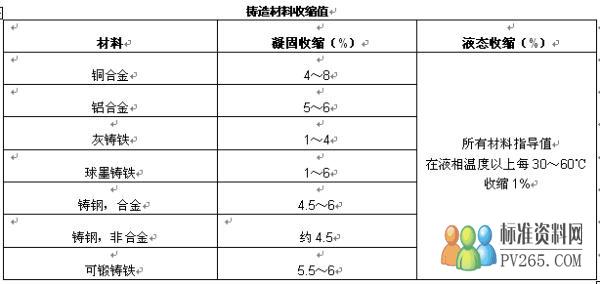
ЎЎЎЎМе»эұд»ҜИЎҫцУЪәПҪрөДРФЦКЈ¬іЈУГЦэФмІДБПКХЛхЦөЈЁЦёөјЦөЈ©јыёҪұнЎЈ
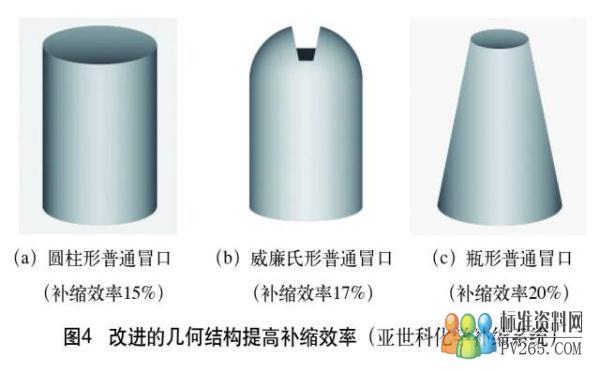
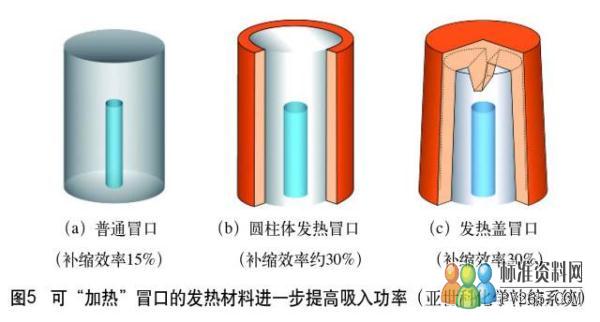
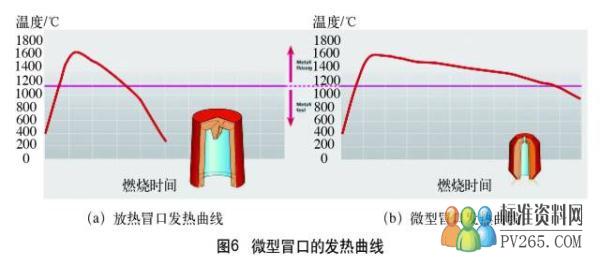
ЎЎЎЎЦЖФмЦэјюКұЈ¬ұШРл¶ФҪрКфТәАдИҙ»тДэ№МКұ·ўЙъөДМе»эұд»ҜҪшРРІ№іҘЎЈ»ТЦэМъәНЗтД«ЦэМъФЪДэ№М№эіМЈЁКҜД«Оціц№эіМЦРөДЕтХНҪЧ¶ОЈ©ЦР»№»біцПЦМе»эЕтХНЎЈДэ№М№эіМЦР·ўЙъөДМе»эұд»Ҝ·ЦОӘТәМ¬КХЛхЎўДэ№МКХЛхәН№ММ¬КХЛхЎЈЦ»УРДэ№МКХЛхУлҪҪЧўәНІ№ЛхјјКхУР№ШЈ¬ТтОӘХвЦЦМе»эұд»ҜұШРлК№УГІ№ЛхјјКхҪшРРІ№іҘЎЈ№ММ¬КХЛх¶ФДЈРН№№ФмәЬЦШТӘЈ¬ТтОӘДЈРНұШРлҙҙҪЁөДұИХвёц°Щ·ЦұИБҝҙуЎЈ ОӘұЈЦӨІ№ЛхЧчУГЧг№»Ј¬Г°ҝЪПөНіұШРл·ыәПТФПВ»щұҫТӘЗуЈә ЎЎЎЎЈЁ1Ј©Г°ҝЪДэ№МКұјдұШРлұИРиТӘІ№ЛхөДЦэјюДэ№МКұјдіӨЎЈ ЎЎЎЎЈЁ2Ј©Г°ҝЪҫұЈЁГ°ҝЪәНЦэјюЦ®јдөДБ¬ҪУ№ЬөАЈ©өДДэ№МКұјдұШРлІ»¶МУЪЦэјюөДДэ№МКұјдЎЈ ЎЎЎЎЈЁ3Ј©ФЪЦэјюөДКХЛх№эіМЦРЈ¬јҙҙУТәМ¬ЧӘұдОӘ№ММ¬өД№эіМЦРЈ¬Г°ҝЪұШРлҙўҙжЧг№»І№іҘЦэјюМе»эІ»ЧгөДҪрКфТәЎЈ ЎЎЎЎЈЁ4Ј©№ҰДЬХэіЈөДГ°ҝЪөДІ№ЛхР§ВКұШРлДЬА©ХЕөҪЧоҙуЎЈө«КЗЈ¬»щУЪјјКх°ІИ«өДФӯТтЈ¬ЧојСөДГ°ҝЪіЯҙзәНЙијЖұШРлПЮЦЖГ°ҝЪДЪөДКХЛхҝЧЙо¶ИІ»і¬№эГ°ҝЪёЯ¶ИөД80%ЎЈНј4әННј5Х№КҫБЛАыУГУЕ»ҜөДГ°ҝЪРОЧҙәН·ўИИІДБП¶ФОьИл№ҰВКөДЧчУГАҙМбёЯІ№ЛхР§ВКЎЈИзҪсҫӯіЈК№УГөДОўРНГ°ҝЪұнПЦіцИјЙХКұјд·ЗіЈіӨөДМШөгЈ¬јҙІ№ЛхЛщРиөДІДБПҝЙТФјхөҪЧоЙЩЈ¬»тХЯЛөОьИлөДМе»эҙпөҪЧоҙуЦөЈ¬Ҫб№ыКЗіцЖ·ВКПФЦшМбёЯЈЁјыНј6Ј©ЎЈ
ЎЎЎЎҙУНј6ҝЙТФҝҙіцЈ¬УлҙшФІЦщРОГ°ҝЪёЗөДҙ«НіЧйәППаұИЈ¬ОўРНГ°ҝЪҫЯУРГчПФёьіӨөДИјЙХКұјдЈЁСЗКАҝЖ»ҜС§І№ЛхПөНіЈ©ЎЈҙшёЗГ°ҝЪІ№ЛхР§ВКФј30%Ј¬ОўРНГ°ҝЪІ№ЛхР§ВКФј70%ЎЈ ЎЎЎЎЈЁ1Ј©ФЪЦэјюКХЛхөД№эіМЦРЈ¬Ц»УРФЪГ°ҝЪДЪөДҪрКфТәұЈіЦУлҝХЖшөДіЦРшҪУҙҘІЕДЬұЈЦӨГ°ҝЪөДЧчУГЎЈИз№ыЛжЧЕГ°ҝЪұЪөДДэ№МЈ¬Г°ҝЪҙҰ№эФзРОіЙ·вұХөДДэ№МУІЖӨЈ¬Г°ҝЪДЪҪрКфТәУлҝХЖшјдөДҪУҙҘКЬЧиЈ¬ҙуЖшС№ТэЖрөДО»ТЖЧчУГҫН»бПыК§ЎЈИз№ыГ°ҝЪКЗГчГ°ҝЪЈ¬ФтҝЙТФНЁ№эМнјУұЈОВОпЦК»т·ўИИОпЦКТФұЈіЦУлҝХЖшөДҪУҙҘЈ¬И»¶ш°өГ°ҝЪөДГ°ҝЪЗшФтұШРлК№УГ¶аҝЧЙ°РҫІеИлОп»тЙмИлГ°ҝЪРНЗ»өДЙ°ФөЈЁНюБ®КПРЁЈ©ЎЈНюБ®КПЙ°РҫДҝЗ°ТСУҰУГУЪТ»ПөБРөДЙијЖЦРЈ¬АэИзФЪЧФИ»РОіЙөДГ°ҝЪЙПЧчОӘНюБ®КПөг»тНюБ®КП°фЈ¬»тЧчОӘУЙ№иЙ°»т·ўИИОпЦКЦЖіЙөДНюБ®КПЙ°РҫЈ¬ФЪГ°ҝЪДЈРНЙПіЙРО»тІеИлГ°ҝЪРНЗ»ЎЈ ЎЎЎЎЈЁ2Ј©Дэ№М№эіМЦРұШРлИ·ұЈУРіЦРшөДҪрКфТәҙУГ°ҝЪБчИлЦэјюЎЈО»УЪЦэјюәНГ°ҝЪБ¬ҪУҙҰөДГ°ҝЪҫұөДҪ»ІжІҝ·Цј°ЖдРФДЬ¶ФҙЛЦБ№ШЦШТӘЎЈІ»ФКРнРОіЙҫЦІҝёфАлөДИЫИЪЗш»тДэ№МНнөДИЫИЪЗшЈ¬ХвР©ЗшУт»бөјЦВҪрКфТәІ»ДЬХэіЈ№©УҰЎЈ¶ЁПтДэ№МКЗГ°ҝЪЧчУГІ»іцПЦОКМвөДПИҫцМхјюЎЈ ЎЎЎЎИэЎўГ°ҝЪПөНіУҰУГЦёДП ЎЎЎЎІ»Н¬ЦЦАаГ°ҝЪөДҝЙУГРФІ»өҘИЎҫцУЪЦэјюҪб№№ЈЁРОЧҙәНіЯҙзЈ©Ј¬»№КЬТ»ПөБРјјКхМхјюөДУ°ПмЎЈУЙҙЛЈ¬ҝЙТФөГіцТ»Р©НЁУГөДУҰУГТӘЗуәНЦёДПЎЈЙијЖәН°ІЕЕГ°ҝЪПөНіКұУҰөұҪ«ХвР©ТтЛШҝјВЗФЪДЪЎЈ ЎЎЎЎЈЁ1Ј©Г°ҝЪУҰөұёщҫЭЦэјюөДРОЧҙәНіЯҙзҪшРРЧојСЙијЖЈ¬ТФИ·ұЈЦэјюІ№ЛхөДҫӯјГҝЙРРРФЎЈ |