|
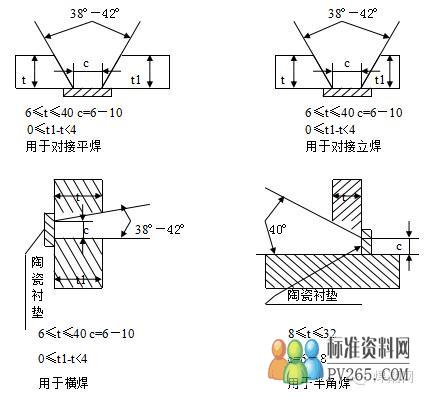
1. 坡口型式 对接平焊、立焊、横焊和平角焊的坡口型式如下图。
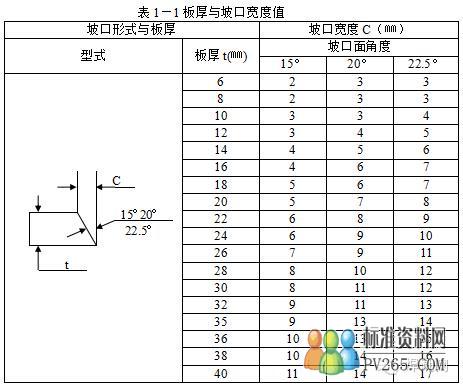
为了达到高效焊接的目的,在装配的过程中,装配间隙尽可能满足下限值,减少焊逢金属的熔敷量。坡口面的朝口原则上由分段建造工艺确定,坡口尽量设在方便施焊的一侧。为了方便现场加工,保证坡口角度的准确,经过换算,表1―1给出了板厚与坡口宽度的关系值,供参考选择。
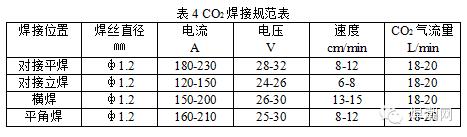
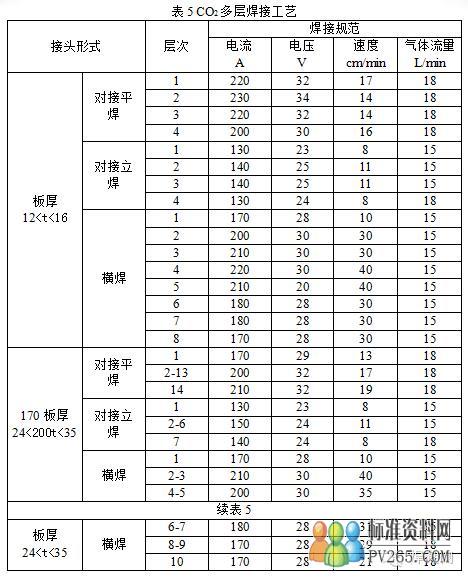
2. 焊接规范 CO2单面焊双面成型工艺的焊接规范是比较灵活的,它与焊工的技能和熟练程度有关。选择焊接规范时应注意焊接电流和电压的匹配,确保焊缝的良好成型。熟练的焊工,能够使用较大电流的焊接规范,以提高劳动生产率。焊接电流最大不宜超过230A(焊丝直径ф1.2)。表4、表5所列焊接参数,可供参考选择。
3. 操作要领 CO2单面焊是一种技术性很强的焊接方法。尽管影响焊缝双面成型的因素很多,如设备性能、气候、施工空间环境、网路电压、人员素质等,但更重要的是人员素质。焊工素质表现在认知面(理论水平)、技能技巧、熟练程度和工作态度等方面。因此,即便使用了合适的焊接规范参数,想要获得满意的焊缝质量,还必须掌握准确的操作方式和技术要领。 3.1 燃弧点的位置 采用单面焊时,燃弧的位置十分重要,如图3所示。由于进行CO2单面焊时,电弧的电流密度较大,在熔池前端的母材上形成半圆孔,随着电弧的前进,熔化金属不断填满此半圆孔。操作时必须使燃弧点处于熔池中心,如果燃弧点太靠前,如图3中B点的位置,则会使铁水过早前淌,使熔宽减小,严重时导致两底边未熔合。 1/3 123下一页尾页 |