|
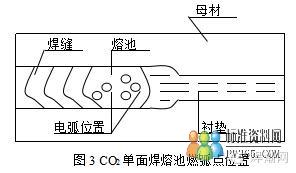
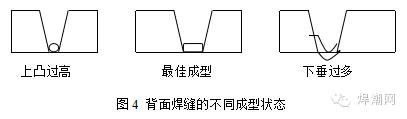
若燃弧点太靠后,如图3中A点,使铁水前淌过缓,会增加熔宽,焊缝下垂过多,且容易使焊缝正面形成中间高、两边低的形式,这样在上面一层焊接时会导致两边夹渣。正常的打底焊成形应是焊缝反面增高适当,焊缝正面为中间低,两边成弧状过渡,如图4所示。
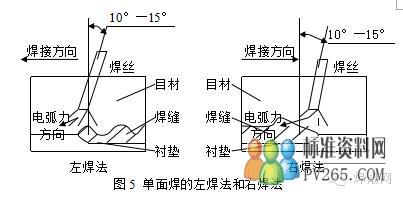
3.2 焊丝的角度 单面平焊时可以采用左焊法,也可以采用右焊法,如图5所示。右焊法时熔敷金属的厚度较薄,反面成型较美观,但焊强会挡住操作者的视线,影响对熔池前端的观察。采用左焊法时,焊接速度要比右焊法慢,操作者能较好的看到熔池的前方。
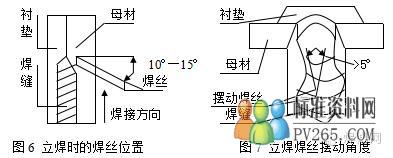
立焊时为防止铁水下流,焊丝处于下倾状态,如图6所示,同时焊丝左右摆动,如图7所示,此角度应不小于5o。与水平角度不当,易造成正面和背面焊缝成型不良。焊丝左、右摆动角度不当,易造成焊缝边缘熔合不良和夹渣现象。
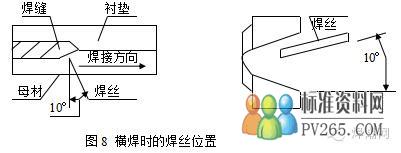
横焊时焊丝的位置如图8所示。焊丝偏上会造成焊缝下侧未熔合,偏下会使背面焊缝过分下垂。焊丝略向前倾是为了使铁水的重力、表面张力和电弧吹力三者保持平衡,使铁水不过分前淌,保证焊缝反面有良好的形成。
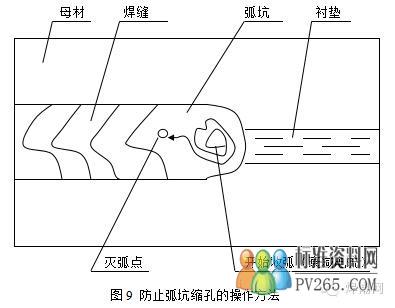
3.3 焊枪摆动方法 单面焊时为了使焊道两侧均匀的熔化,铁水不过分下垂,防止夹渣与未熔合等缺陷,焊枪必须在焊缝两边做均匀的摆动,并在两侧做适当的停留。这样可使母材两边适当的熔化,与过渡的熔滴金属形成左右对称,下垂适量的熔池,冷却后成为合格的焊缝。摆动方式,平焊与立焊一般作月牙形摆动。但在横焊时,一般可不做摆动,焊缝较宽时,作斜三角形摆动。 3.4 收弧方式 在CO2陶瓷衬垫单面焊打底焊收弧时,在收弧处背面中央会出现缩孔。产生缩孔的主要原因是陶瓷衬垫的导热性比母材小,而熔池上部的熔融金属因散热条件好,先行凝固,而熔池下部的融化金属散热条件差,最后凝固。在凝固时,温度降低引起体积的收缩,而此时其它部分金属均已凝固,无法有金属补充这种收缩,因而形成缩孔。为了消除这种缩孔,首先是采用电流衰减的方法。现在一般的CO2焊机都有填充弧坑衰减规范的调节旋钮。焊接前将此旋钮调节适当的衰减数值上,在要收弧时,二次按压枪上的按钮,此时焊接电流及焊接电压会自动从原来的参数上衰减到较小的数值。当最后的融化金属填满坑后,再将电弧引到已凝固的焊好的焊缝上。此时放开焊枪的按钮,电弧最终熄灭,缩孔也就不会产生,如图9所示。
3.5 打低焊和盖面焊 |