|
面对厚度达到270mm的母材焊接,您想采用什么样的工艺解决,是采用机器人焊接还是采用窄间隙焊接?
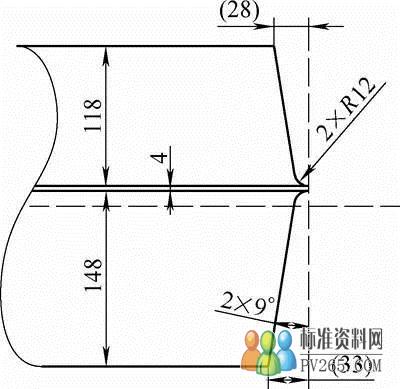
那下面就看看牛人是如何通过对接270mm的Q235D钢板制作4810mm×4810mm×270mm的板材的。 1.大厚板焊接的问题及解决措施 要求:平面度要求在8~10mm,且要保证钢板焊接后的材料性能。 (1)焊接钢板的数量及尺寸?采用3块钢板制成,宽度方向分别为1 900mm、1 900mm以及1 050mm,长度方向为4 830mm,两两对接。考虑焊接收缩量的问题,预留9mm余量。制作完工后,发现收缩量为10~12mm,因工件加工余量为25~30mm,最大3mm误差,故不影响加工使用。 (2)焊接方法及坡口形式?一般厚板的焊接方法有电渣焊、埋弧焊、气体保护焊及焊条电弧焊等。考虑企业的现有条件以及各种焊接方法的效率问题,采用CO2气体保护焊打底,埋弧焊焊接并盖面。 厚板坡口形式大多是以Ⅰ形、X形和U形等为主,经综合比较,决定采用U形坡口。考虑清根的难易程度,采用不对称的U形坡口形式。为保证焊接质量,坡口的制作必须采用机加工手段完成,且要保证尺寸和表面粗糙度值为12.5μm。
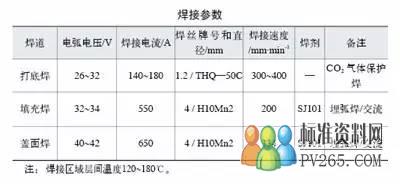
(3)提前试焊?为保证焊接质量,用1m长、200mm厚的钢板做了一次焊接试验,既可锻炼焊工,又可发现实际操作过程的不足。在打底焊试验的时候,发现焊接一端向另一端移动的过程中,没焊接一端的开口并未有十分明显的变化。 (4)焊接材料和参数?首先,对导致裂纹的主要原因进行具体分析:①淬硬倾向:钢板的材质Q345D钢,碳含量上限为0.18%;wP、S≤0.03%。因淬硬倾向小,焊接性良好,故不是产生冷裂纹的主要原因。②氢的作用:所用焊材经过严格烘干,厂房环境干燥,即使焊接时有少量的氢留在焊缝内,但含量较低,也不是产生冷裂纹的主要原因。③焊接时在厚度方向上的温度分布不均匀会产生较大的横向压缩塑性变形;焊后冷却时厚度方向上出现收缩不均匀易致使两连接件间产生角变形。 其次,焊接材料的选配原则是焊缝金属的合金成分与强度性能基本符合母材标准规定的下限值或达到产品技术条件规定的最低性能指标。 因此,确定选用焊丝THQ―50C,φ1.2mm; 埋弧焊丝H10Mn2、φ4mm;焊剂SJ101(焊接前需100℃预热4h以上),焊接参数如下。
最后,焊接过程中为控制变形采用反变形的方法。在焊接施工过程中由于焊接产生的反向变形,所以要及时翻转工件,焊接另一侧面,这样循环操作来实现控制变形。 (5)热处理 焊接时必须要求工件预热,保证均匀加热工件是个很重要的问题。经过多次的试验,决定在一根约4.8m长管道一侧分别均匀钻几处孔,然后将气割嘴焊接在管道上,保证密封,通以气体点燃加热。共制作两件,以便在焊缝的两侧同时加热。 1/2 12下一页尾页 |