|
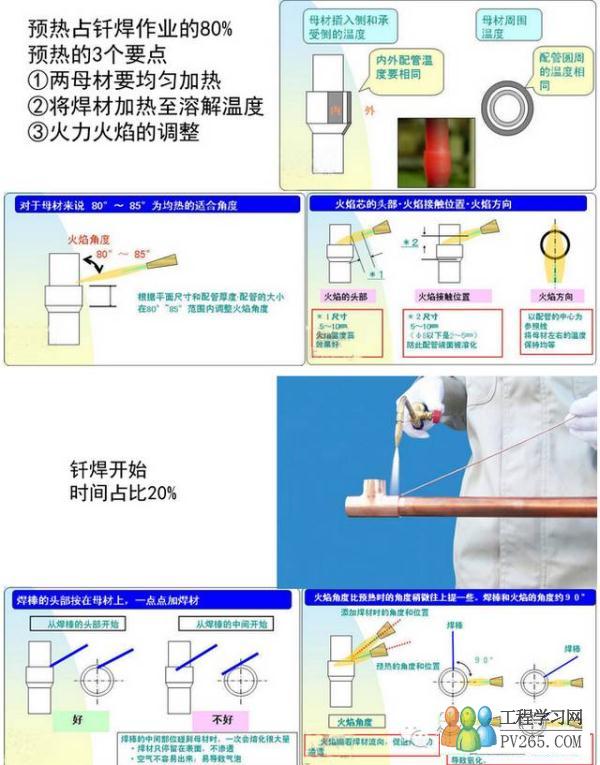
接头,至于从何处开始加入焊料则应取决于管件的尺寸和操作者的习惯,对大尺寸管件则最好从底部开始焊接,即从底部开始加焊料,然后再沿四周焊上去。这样,由于连接处的外围部份充满焊料,在焊料凝固后,就会产生“栓塞”,有助于阻止其它焊料的流出,加焊料时,管件和接头的温度要高于焊料熔点温度。
钎焊结束间隔几分钟后,用湿布揩拭连接部分。这样,既可稳定焊接部分,又可以去掉焊接面上的熔渣,以防腐蚀。焊接后正常的焊缝应无气孔、裂纹和未熔合。 隐蔽安装的塑铜管只能采取焊接连接,外露部分及与卫生器具镶接的部位,可以采取丝扣连接,丝扣连接的要求按镀锌管道的安装方式进行。管道焊接部位应采用热塑材料进行包裹保护,热塑材料应由制造厂提供,提供的材料应能达到防腐要求。
6衬塑铜管的焊接: 用割刀将铜管前端10cm处画痕,深度不能超过衬塑厚度(不能对铜管有划痕)。 用割刀在铜管前端将衬塑部分隔开并与铜管隔离,然后用手和钳子将衬塑部分将铜管前端10cm剥离,杜绝用小刀剥离,造成铜管划痕。 用厂家提供的热塑材料恢复焊接区域的衬塑。(也可采用焊接端剥离长度不小于200mm的覆塑层,并在两端缠绕湿布,钎焊完成后复原覆塑层。) 来源:暖通南社 2/2 首页上一页12 |