| С№Б¦ИЭЖчєёЅУЅУН··ЦАа
ДїµДЈєОЄ¶ФїЪґн±ЯБїЎўИИґ¦АнЎўОЮЛрјмІвЎўєё·міЯґзµИ·ЅГжУРХл¶ФРФµШМбіцІ»Н¬µДТЄЗуЈ¬GB150ёщѕЭО»ЦГЈ¬ёщѕЭёГЅУН·ЛщБ¬ЅУБЅФЄјюµДЅб№№АаРНТФј°У¦Б¦Л®ЖЅЈ¬°СЅУН··ЦіЙAЎўBЎўCЎўDЛДАаЈ¬ИзНј4-47ЎЈ
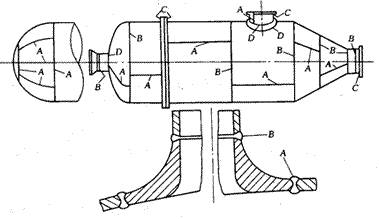
Нј4 С№Б¦ИЭЖчєёЅУЅУН··ЦАа
AАаЈєФІНІІї·ЦµДЧЭПтЅУН·ЈЁ¶аІг°ьФъИЭЖчІг°еІгЧЭПтЅУН·іэНвЈ©ЎўЗтРО·вН·УлФІНІБ¬ЅУµД»·ПтЅУН·ЎўёчАаН№РО·вН·ЦРµДЛщУРЖґєёЅУН·ТФј°З¶ИлКЅЅУ№ЬУлїЗМе¶ФЅУБ¬ЅУµДЅУН·ЎЈ
BАаЈєїЗМеІї·ЦµД»·ПтЅУН·ЎўЧ¶РО·вН·РЎ¶ЛУлЅУ№ЬБ¬ЅУµДЅУН·Ўўі¤ѕ±·ЁАјУлЅУ№ЬБ¬ЅУµДЅУН·ЎЈµ«ТС№ж¶ЁОЄAЎўCЎўDАаµДєёЅУЅУН·іэНвЎЈ
CАаЈєЖЅёЗЎў№Ь°еУлФІНІ·З¶ФЅУБ¬ЅУµДЅУН·Ј¬·ЁАјУлїЗМеЎўЅУ№ЬБ¬ЅУµДЅУН·Ј¬ДЪ·вН·УлФІНІµДґоЅУЅУН·ТФј°¶аІг°ьФъИЭЖчІг°еІгЧЭПтЅУН·ЎЈ
DАаЈєЅУ№ЬЎўИЛїЧЎўН№ФµЎўІ№ЗїИ¦µИУлїЗМеБ¬ЅУµДЅУН·ЎЈµ«ТС№ж¶ЁОЄAЎўBАаµДєёЅУЅУН·іэНвЎЈ
ЧўТвЈєєёЅУЅУН··ЦАаµДФФтЅцёщѕЭєёЅУЅУН·ФЪИЭЖчЛщґ¦µДО»ЦГ¶шІ»КЗ°ґєёЅУЅУН·µДЅб№№РОКЅ·ЦАаЈ¬ЛщТФЈ¬ФЪЙијЖєёЅУЅУН·РОКЅК±Ј¬У¦УЙИЭЖчµДЦШТЄРФЎўЙијЖМхјюТФј°К©єёМхјюµИИ·¶ЁєёЅУЅб№№ЎЈХвСщЈ¬Н¬Т»Аа±рµДєёЅУЅУН·ФЪІ»Н¬µДИЭЖчМхјюПВЈ¬ѕНїЙДЬУРІ»Н¬µДєёЅУЅУН·РОКЅЎЈ ЛДЎўС№Б¦ИЭЖчєёЅУЅб№№ЙијЖµД»щ±ѕФФт
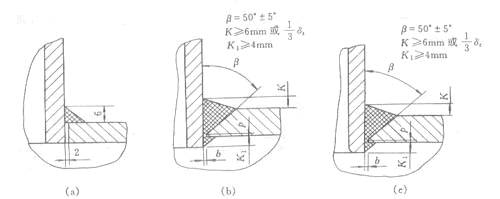
1Ј®ѕЎБїІЙУГ¶ФЅУЅУН·Ј¬ТЧУЪ±ЈЦ¤єёЅУЦКБїЈ¬ЛщУРµДЧЭПтј°»·ПтєёЅУЅУН·ЎўН№РО·вН·ЙПµДЖґЅУєёЅУЅУН·Ј¬±ШРлІЙУГ¶ФЅУЅУН·НвЈ¬ЖдЛьО»ЦГµДєёЅУЅб№№ТІУ¦ѕЎБїІЙУГ¶ФЅУЅУН·ЎЈ
ѕЩАэЈєЅЗєё·мЈ¬ёДУГ¶ФЅУєё·мЈЫНј48ЈЁaЈ©ёДОЄ8ЈЁbЈ©єНЈЁcЈ©]ЎЈјхРЎБЛУ¦Б¦јЇЦРЈ¬·Ѕ±гБЛОЮЛрјмІвЈ¬УРАыУЪ±ЈЦ¤ЅУН·µДДЪІїЦКБїЎЈ

Нј5 ИЭЖчЅУ№ЬµДЅЗЅУєН¶ФЅУ
2Ј®ѕЎБїІЙУГИ«ИЫНёµДЅб№№Ј¬І»ФКРнІъЙъОґИЫНёИ±ПЭ
ОґИЫНёЈєЦё»щМеЅрКфєНєё·мЅрКфѕЦІїОґНкИ«ИЫєП¶шБфПВїХП¶µДПЦПуЎЈОґИЫНёµјЦВґаРФЖЖ»µµДЖрБСµгЈ¬ФЪЅ»±дФШєЙЧчУГПВЈ¬ЛьТІїЙДЬУХ·ўЖЈАНЖЖ»µЎЈ
ёДЅшЈєСЎФсєПККµДЖВїЪРОКЅЈ¬ИзЛ«ГжєёЈ»µ±ИЭЖчЦ±ѕ¶ЅПРЎЈ¬ЗТОЮ·ЁґУИЭЖчДЪІїЗеёщК±Ј¬У¦СЎУГµҐГжєёЛ«ГжіЙРНµД¶ФЅУЅУН·Ј¬ИзУГлІ»ЎєёґтµЧЈ¬»тІЙУГґшµж°еµДЖВїЪµИЎЈ
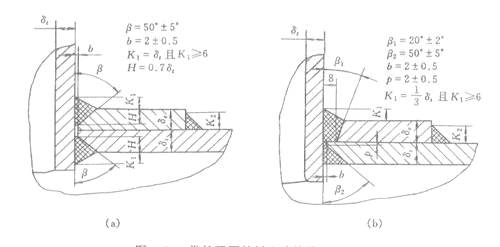
3Ј®ѕЎБїјхЙЩєё·мґ¦µДУ¦Б¦јЇЦР
ЅУН·іЈіЈКЗґаРФЖЖ»µєНЖЈАНЖЖ»µµДЖрФґґ¦Ј¬ТтґЛЈ¬ФЪЙијЖєёЅУЅб№№К±±ШРлѕЎБїјхЙЩУ¦Б¦јЇЦРЎЈ
ґлК©ЈєѕЎїЙДЬІЙУГµИєс¶ИєёЅУЈ¬¶ФУЪІ»µИєсёЦ°еµД¶ФЅУЈ¬У¦Ѕ«ЅПєс°е°ґТ»¶ЁР±¶ИПч±Ў№э¶ЙЈ¬И»єуФЩЅшРРєёЅУЈ¬ТФ±ЬГвРОЧґН»±дЈ¬јх»єУ¦Б¦јЇЦРіМ¶ИЎЈТ»°гµ±±Ў°еєс¶И¦Д2І»ґуУЪ10mmЈ¬БЅ°еєс¶ИІоі¬№э3mmЈ»»тµ±±Ў°еєс¶И¦Д2ґуУЪ10mmЈ¬БЅ°еєс¶ИІоі¬№э±Ў°еµД30%Ј¬»ті¬№э5mmК±Ј¬ѕщРи°ґНј4-49µДТЄЗуПч±Ўєс°е±ЯФµЎЈ

Нј6 °еєсІ»µИК±µД¶ФЅУЅУН·
2ЎўС№Б¦ИЭЖчіЈУГєёЅУЅб№№ЙијЖ
ЦчТЄДЪИЭЈєСЎФсєПККµДєё·мЖВїЪЈ¬·Ѕ±гєёІД(єёМх»тєёЛїЈ©ЙмИлЖВїЪёщІїЈ¬ТФ±ЈЦ¤И«ИЫНёЎЈ
ЖВїЪСЎФсТтЛШЈєўЩѕЎБїјхЙЩМоідЅрКфБїЈ» ўЪ±ЈЦ¤ИЫНёЈ¬±ЬГвІъЙъёчЦЦєёЅУИ±ПЭЈ» ўЫ±гУЪК©єёЈ¬ёДЙЖАН¶ЇМхјюЈ» ўЬјхЙЩєёЅУ±дРОєНІРУа±дРОБїЈ¬¶ФЅПєсФЄјюєёЅУУ¦ ѕЎБїСЎУГСШєс¶И¶ФіЖµДЖВїЪРОКЅЈ¬ИзXРОЖВїЪµИЎЈ
1Ј®НІМеЎў·вН·ј°ЖдП໥јдБ¬ЅУµДєёЅУЅб№№ЧЭЎў»·єё·м±ШРлІЙУГ¶ФЅУЅУН·ЎЈ
¶ФЅУЅУН·µДЖВїЪРОКЅїЙ·ЦОЄІ»їЄЖВїЪЈЁУЦіЖЖл±ЯЖВїЪЈ©ЎўVРОЖВїЪЎўXРОЖВїЪЎўµҐUРОЖВїЪєНЛ«UРОЖВїЪµИКэЦЦЈ¬У¦ёщѕЭНІМе»т·вН·єс¶ИЎўС№Б¦ёЯµНЎўЅйЦКМШРФј°ІЩЧч№¤їцСЎФсєПККµДЖВїЪРОКЅЎЈ
2. ЅУ№ЬУлїЗМеј°І№ЗїИ¦јдµДєёЅУЅб№№
Т»°гЦ»ДЬІЙУГЅЗЅУєёєНґоЅУєёЈ¬ѕЯМеµДєёЅУЅб№№»№УлИЭЖчµДЗї¶ИєН°ІИ«РФТЄЗуУР№ШЎЈУР¶аЦЦЅУН·РОКЅЈ¬Йжј°КЗ·сїЄЖВїЪЎўµҐГжєёУлЛ«ГжєёЎўИЫНёУлІ»ИЫНёµИОКМвЎЈЙијЖК±Ј¬У¦ёщѕЭС№Б¦ёЯµНЎўЅйЦКМШРФЎўКЗ·сµНОВЎўКЗ·сРиТЄїјВЗЅ»±дФШєЙУлЖЈАНОКМвµИАґСЎФсєПАнµДєёЅУЅб№№ЎЈПВГжЅйЙЬіЈУГµДјёЦЦЅб№№ЎЈ
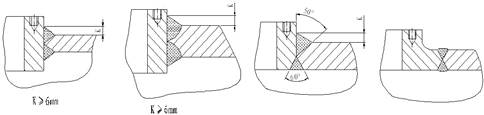
ЈЁ1Ј©І»ґшІ№ЗїИ¦µДІеИлКЅЅУ№ЬєёЅУЅб№№
ЦРµНС№ИЭЖчІ»РиБнЧчІ№ЗїµДРЎЦ±ѕ¶ЅУ№ЬУГµГЧо¶аµДєёЅУЅб№№Ј¬ЅУ№ЬУлїЗМејдП¶У¦РЎУЪ3mmЈ¬·сФтТЧІъЙъБСОЖ»тЖдЛьєёЅУИ±ПЭЎЈ
ЈЁaЈ©НјЈєµҐГжєёЅУЅб№№Ј¬ККУГУЪДЪѕ¶РЎУЪ600mmЎўКўЧ°ОЮёЇКґРФЅйЦКµДЅУ№ЬУлїЗМеЦ®јдµДєёЅУЈ¬ЅУ№Ьєс¶ИУ¦РЎ6mmЈ»
ЈЁbЈ©НјЈєЧоіЈУГµДІеИлКЅЅУ№ЬєёЅУЅб№№Ц®Т»Ј¬ОЄИ«ИЫНёЅб№№ЎЈККУГУЪѕЯ±ёґУДЪІїЗеёщј°К©єёМхјюЎўїЗМеєс¶ИФЪ4Ў«25mmЎўЅУ№Ьєс¶ИґуУЪµИУЪ0.5±¶їЗМеєс¶ИµДЗйїцЈ»
ЈЁcЈ©НјЈєФЪЈЁbЈ©µД»щґЎЙПЈ¬Ѕ«ЅУ№ЬДЪѕ¶±ЯЅЗґ¦µ№ФІЈ¬їЙУГУЪЖЈАНЎўµНОВј°УРЅПґуОВ¶ИМЭ¶ИµДІЩЧч№¤їцЎЈ
ЈЁ2Ј©ґшІ№ЗїИ¦µДЅУ№ЬєёЅУЅб№№
ТЄЗуЈєѕЎБїУлІ№Зїґ¦µДїЗМеМщєПЅфГЬЈ¬єёЅУЅб№№Б¦ЗуНкЙЖєПАнЎЈµ«Ц»ДЬІЙУГЛюЅУєНЅЗЅУЈ¬ДСУЪ±ЈЦ¤И«ИЫНёЈ¬ТІОЮ·ЁЅшРРОЮЛрјмІвЈ¬Тт¶шєёЅУЦКБїІ»ТЧ±ЈЦ¤ЎЈ
ЖВїЪЈєґујдП¶РЎЅЗ¶ИЈ¬АыУЪєёМхЙмИлµЅµЧЈ¬јхЙЩєёЅУ№¤ЧчБїЎЈ
НјЈЁaЈ©ЈєТ»°гТЄЗуµДИЭЖчЈ¬јґ·ЗµНОВЎўОЮЅ»±дФШєЙµДИЭЖч
НјЈЁbЈ©ЈєіРКЬµНОВЎўЖЈАНј°ОВ¶ИМݶȽϴ󹤿цµДИЭЖч,±ЈЦ¤ЅУ№ЬёщІїј°І№ЗїИ¦ДЪІаєё·мИЫНёЎЈ
ЈЁ3Ј©°І·ЕКЅЅУ№ЬµДєёЅУЅб№№
УЕµгЈєЅб№№ѕРКш¶ИµНЎўєё·мЅШГжРЎЎўЅПТЧЅшРРЙдПЯјмІвµИЎЈ
НјЈЁaЈ©ЈєККУГУЪЅУ№ЬДЪѕ¶РЎУЪ»тµИУЪ100mmµДіЎєПЈ»
НјЈЁbЈ©єНЈЁcЈ©ЈєККУГУЪїЗМеєс¶И¦ДnЎЬ16mmµДМјЛШёЦєНМјГМёЦЈ¬»т ¦ДnЎЬ25mmµД°ВКПМеІ»РвёЦИЭЖчЈ¬ЖдЦРНјЈЁbЈ©µДЅУ№ЬДЪѕ¶У¦РЎУЪ»тµИУЪ 50mmЈ¬єс¶И¦ДntЎЬ6mmЈ¬НјЈЁcЈ©µДЅУ№ЬДЪѕ¶У¦ґуУЪ50mmЈ¬ЗТРЎУЪ»тµИУЪ150mmЈ¬єс¶И¦ДntЈѕ6mmЎЈ

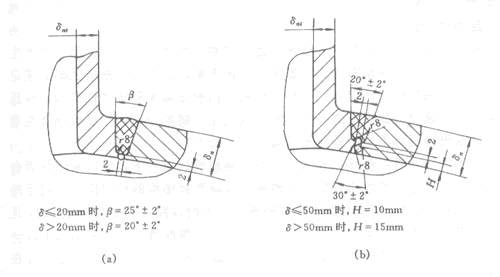
ЈЁ4Ј©З¶ИлКЅЅУ№ЬµДєёЅУЅб№№
КфУЪХыМеІ№ЗїЅб№№ЦРµДТ»ЦЦЈ¬ККУГУЪіРКЬЅ»±дФШєЙЎўµНОВєНґуОВ¶ИМЭ¶ИµИЅПїБїМµД№¤їцЎЈ
ЈЁaЈ©НјЈєККУГУЪЗтРО·вН·»тНЦФІРО·вН·ЦРРДІїО»µДЅУ№ЬУл·вН·µДБ¬ЅУЈ¬ЗТ·вН·єс¶И¦ДnЎЬ50mmЎЈ
ЈЁ5Ј©Н№ФµУлїЗМеµДєёЅУЅб№№
1Ј©ЅЗєёБ¬ЅУЈєБ¬ЅУІ»іРКЬВц¶ЇФШєЙµДИЭЖчН№ФµУлїЗМеЈ¬ИзНј4-54ЛщКѕЎЈ
2Ј©¶ФЅУБ¬ЅУЈєБ¬ЅУС№Б¦ЅПёЯ»тТЄЗуИ«ИЫНёµДИЭЖчН№ФµУлїЗМеЈ¬ИзНј4-55ЎЈ
| 


