
|
生物处理系统中微生物活性不受影响,获得较好的处理效果。黄全晶等采用内循环RBF生物氧化技术对兰州石化公司乙烯装置的废碱渣进行试验处理,试验结果表明,该技术的COD降解率可达到93%,硫化物去除率可达到99%。
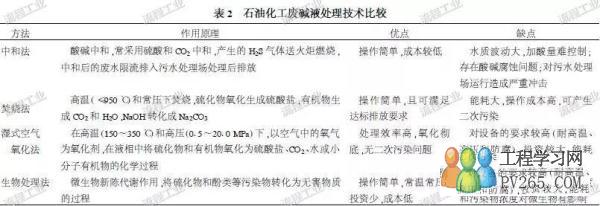
综上所述,乙烯废碱液处理方法目前以湿式空气氧化法技术最为成熟,并在国内外石化厂实现了工业应用,但是该技术需在高温和高压条件下进行,对反应器(耐高温、高压和防腐蚀)要求较高,故设备投资大,且运行费用较高,如废碱液成分复杂还容易造成设备运转不正常。 ▲化学氧化法和光化学氧化法存在药剂费用大、成本较高和光利用率低等问题,目前主要处于实验室研究阶段。 ▲综合处理法是实现废物综合利用的有效方法,但存在产业链衔接问题,目前还难以实现。 ▲生物法处理乙烯废碱液这种高有机物、高含硫含酚的废水的最大优点是成本低,如果条件合适,还有可能将废水中硫化物以单质硫的形式回收,从而消除废碱液中硫化物和酚类污染物的危害。 国内已有兰州石化公司开始工业化运行,据公开报道,国内首套全生物氧化技术乙烯废碱处理装置―兰州石化公司年12.8万吨全生物氧化技术烯废碱处理装置于2013年12月31日正式向系统引入污泥及废碱液,试运行10天,运行良好。处理后废水的COD、pH、硫化物等含量均达到设计要求。
因此鉴于我国石化行业总体技术水平比国外先进水平略低,乙烯废碱液成分更复杂,处理上更麻烦,因此在充分利用现行构筑物的基础上,利用生化技术处理乙烯废碱液,实现降低成本及达标排放是最适合我国目前国情的技术。 |

 3、存在问题及展望
3、存在问题及展望