|
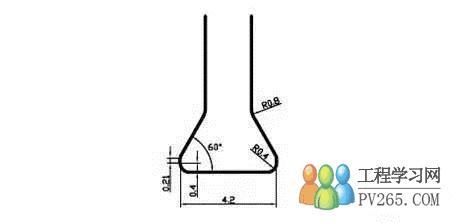
穿条式隔热铝型材现如今在我国已经有近十年的生产和使用的经验,目前的情况是从设计、生产到应用,有如百家争鸣,百花齐放,各个生产厂商、系统公司都在推陈出新,各种各样的窗型、系统是层出不穷,把我国的铝合金门窗的应用又推上了高峰。 但是不论是系统公司的系统设计,还是铝型材厂的窗型设计,其设计人员大都把注意力放在铝型材的型腔设计、隔热条形状的选择等方面,而忽略了穿条式隔热铝型材强度保证的关键因素――槽口的设计,从而致使各式各样的槽口存在我们使用的系统中。因此有必要对穿条式隔热铝型材的槽口进行一番探讨。 穿条式隔热铝型材行业推荐的铝型材标准槽口尺寸如图1所示。而对于标准的隔热条(空腔型和一些异型隔热条除外),其头部尺寸基本上都是如图2所示,这已经是隔热条行业的标准化产物。这样就必然存在隔热铝型材槽口与隔热条的配合问题。
图1
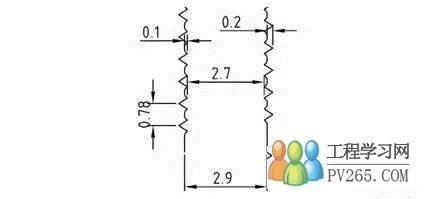
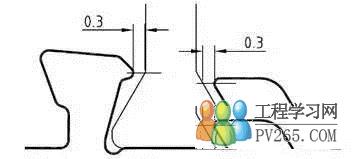
图2 首先是隔热铝型材槽口的开口尺寸,行业推荐的尺寸是mm。这是因为隔热铝型材是要经过滚齿、穿条、滚压等三道工序后复合而成,铝型材槽口上的齿纹是由滚齿盘在铝型材的槽口处挤压而成的,由于滚压盘对槽口的挤压,其齿峰必然向外突起约0.1mm左右,使得槽口的开口处的净尺寸在2.7mm以内(如图3所示)。这时穿条还是比较顺畅的,因为在穿条过程中隔热条同槽口之间的间距还有约0.3mm(如图4所示)。
图3
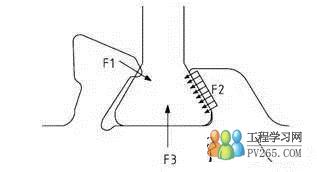
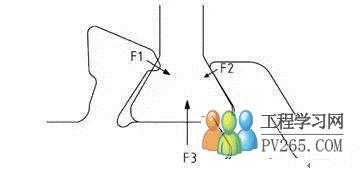
图4 如果铝型材槽口的开口尺寸小于2.9mm,将使得滚齿后铝型材槽口与隔热条之间的间距要小于0.3mm,这时穿条将比较困难。如果此时隔热条的误差是正误差的话,极有可能导致不能穿条的情况出现。如果铝型材槽口的开口尺寸大于2.9mm时,将使得滚压时外夹头的行程加大,影响外夹头与隔热条的咬合;如果大于3.1mm时,滚压是外夹头的行程过大,可能会导致外夹头开裂。 其次是内夹头斜角,行业推荐的是58.6°。隔热铝型材槽口内夹头是为了隔热条能够垂直就位于铝型材槽口中,并在滚压中起支撑隔热条的作用。 由图2我们知道隔热条头部的斜角是60°,因此有人可能要问:既然隔热条与隔热铝型材的槽口是相互配合的关系,那么隔热铝型材槽口的内夹头斜角为什么是58.6°,而不是60°? 这是因为如果隔热铝型材槽口内夹头斜角是60°的话,在隔热铝型材滚压时,隔热条靠内夹头一侧应该是要与内夹头紧密贴合的,这样在这个位置上隔热条受到的是线荷载,而滚压时外夹头给予隔热条的是一个集中力(见图5),这样就力矩而言是一个不平衡的体系,使得滚压时就有隔热条受扭开裂的情况或隐患出现;而隔热铝型材内夹头斜角是58.6°的话,在隔热铝型材滚压时,由于倾斜角度的不一样,隔热条受铝型材内夹头上部的阻挡,使得隔热条靠内夹头一侧(除内夹头上部外)能够非常接近但不能紧密贴合,因此同外夹头一样给予隔热条的是集中力(见图6),这样不论是受力状况还是力矩,都是一个平衡的体系。所以减小了因为受力的不平衡而存在的隔热条开裂的隐患。
图5
图6 再次是内倒圆弧角,在隔热铝型材槽口处还要注意的是外夹头处的内倒圆弧角问题。因为在滚压过程当中,随着外夹头与隔热条咬合,外夹头根部位置是里边受压变形,会造成此处材料堆积,这样就必然要预留位置来堆积这些材料。 如果在铝型材槽口中出现内倒圆弧角缺失的现象(如图7),在滚压过程中就势必 1/2 12下一页尾页 |