|
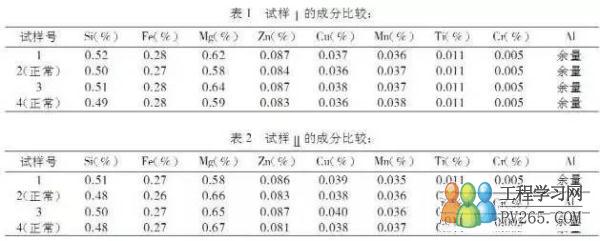
1.ОКМвөДМбіц ФЪКөјКЙъІъЦРЈ¬јУ№ӨВКҙуЈЁҰЕ>95%Ј©Ј¬ұЪәсҪПұЎЈЁҰДЎЬ1.5mmЈ©өДT5ЧҙМ¬өД6063ВБәПҪрј·С№РНІДФЪҫӯБтЛбСфј«Сх»ҜҙҰАнәуЈ¬ЖдұнГж»біКПЦУР№жВЙЈЁ¶шУРКұОЮ№жВЙЈ©·ЦІјөД°ЧЙ«°ЯөгЈЁ»тОЮ№в°ЯәЫЈ©Ј»СПЦШКұіКПЦЙоЙ«°ЯәЫЎӘЎӘЎ°°Ч°ЯЎұЎЈ Ў°°Ч°ЯЎұөД·ЦІј№жВЙј°МШХчКЗЈәЛьКЗФЪЖҪРРУЪј·С№·ҪПтөДЖҪГжЙПҙуЦВөИјдҫаөДЎўіКПЯЧҙ»тұвЛДұЯРОЧҙ»тІ»№жФтРЗөгЈЁЖ¬Ј©ЧҙөДЎўПа¶ФУЪ»щМеұнГжУРОўРЎЙо¶И¶шіК°јІЫРОөДТ»ЦЦұнГжИұПЭЎЈ°Ч°ЯНЁіЈ·ЦІјУЪРНІДөДТ»ёц»тјёёцұнГжЈ¬УРКұ»б·ЦІјФЪРНІДөДЛщУРұнГжЈЁ¶ФұЎұЪҝХРДРНІДЈ¬ФтКЗ·ЦІјУЪДіТ»ЖҪГж»тЗъГжөДДЪНвБҪІаЈ©ЎЈ 2.ФӯТт·ЦОц ФЪПЦіЎјыөҪЈ¬Ў°°Ч°ЯЎұРОіЙУЪЎ°јоКҙЎұ№ӨРтЈ¬ФЪҫӯЛжәуөДПЎПхЛбЈЁ»тБтЛбЈ©Ў°ЦРәНЎұЦ®әуЈ¬ІўОҙПыК§Ј»ҫӯБтЛбСфј«Сх»ҜҙҰАнәуЈ¬УЦёьјУЗеОъөШіКПЦіцАҙЎЈ ұКХЯЧЁГЕҪШИЎБЛБҪ¶ОЎ°°Ч°ЯЎұөгГж»эҪПҙуЈЁF=30Ў«40 mm2Ј©өДјоКҙПҙЈЁІЫТәЦРЈ¬ҰШЈЁZn2Ј«Ј©ЎЭ5ЎБ106Ј©РНІДКФСщЎЈИ»әуЈ¬ІЙУГDV-5РНФӯЧУ·ўЙд»р»ЁЦұ¶Б№вЖЧТЗ·Цұр¶ФЙПКцБҪ¶ОКФСщөДЎ°°Ч°ЯЎұЗшөДіЙ·ЦЧцБЛ¶ЁБҝ·ЦОцЈ¬ЖдҪб№ыИзПВЈЁұнЦРКэҫЭҫщОӘЦКБҝ·ЦКэЈ©Јә
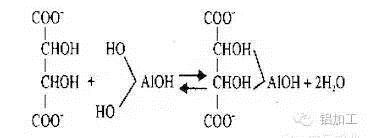
УЙұн1өД·ЦОцҪб№ыҝЙјыЈәЎ°°Ч°ЯЎұҙҰSiЎўMgЎўZnФӘЛШөДә¬БҝГчПФФцјУЈә¶шұн2өДҪб№ыұнГчЈәЎ°°Ч°ЯЎұҙҰSiЎўZnФӘЛШөДә¬БҝГчПФФцјУЈ¬¶шMgФӘЛШөДә¬БҝИҙУРЛщПВҪөЎЈ ҙУҪрКфІДБПёҜКҙөД№ЫөгҝҙАҙЈ¬Mg2SiХвЦЦұнГжИұПЭКөЦКЙПКЗ6063ВБәПҪрІДБП·ўЙъЎ°°юВдёҜКҙЎұөДҪб№ыЎЈ°юВдёҜКҙКЗТ»ЦЦЗіұнГжөДСЎФсёҜКҙЈ¬ёҜКҙКЗСШЧЕҪрКфұнГж·ўХ№өДЈ¬ЖдІъОпөДМе»эНщНщұИ·ўЙъёҜКҙөДҪрКфҙуөГ¶аЈ¬Тт¶шЕтХНЎЈ Т»°г¶шСФЈ¬өұВБУліКТхј«РФөДТмЦЦҪрКфПаБЪҪУКұЈ¬Ў°°юВдёҜКҙЎұіМ¶ИЙПЙэЎЈФЪөзЧУПФОўҫөПВ№ЫІм·ўПЦЈәЎ°°юВдёҜКҙЎұНЁіЈСШІ»ИЬЧйіЙОпЈЁИзSiЈ¬Mg2SiөИЈ©Ј¬»тСШҫ§ҪзҪшРРЎЈ 2.1 Цэ¶§ЦКБҝөДУ°Пм 6063ВБәПҪрөДЦчТӘПаЧйіЙКЗЈәҰБЈЁAlЈ©№МИЬМеЎўУОАлSiЈЁСфј«ПаЈ©әНFeAl3ЈЁСфј«ПаЈ©Ј»өұМъә¬БҝҙуУЪКұЈ¬УРҰВЈЁFeSiAlЈ©ЈЁСфј«ПаЈ©Ј»¶шөұМъә¬БҝРЎУЪКұЈ¬УРҰБЈЁFeSiAlЈ©ЈЁТхј«ПаЈ©Ј»ЖдЛыҝЙДЬөДФУЦКПаКЗЈәMgZn2ЎўCuAl2өИЎЈ ЙъІъЦРЈ¬УЙУЪ·ЗЖҪәвҪбҫ§№эіМ¶ш»сөГөД6063ВБәПҪрЦэ¶§НщНщҙжФЪәк№ЫЖ«Оц»тҫ§ДЪЖ«ОцПЦПуЎЈТтҙЛЈ¬Цэ¶§ЦРөДSiЎўMgЎўZnЎўCuөИФӘЛШ·ЦІјІ»ҫщФИЎЈ¶шТ»Р©ВБРНІДјУ№ӨЖуТөФөУЪҫӯјГ·ҪГжөДТтЛШЈ¬Т»°гәЬЙЩ¶ФРЎ№жёсЈЁИзҰХ100 mmТФПВЈ©өДЦэ¶§ҪшРРҫщФИ»ҜНЛ»рҙҰАнЈ¬ТФПыіэЖ«ОцПЦПуЈ¬ҙУ¶шОӘЎ°°Ч°ЯЎұөДІъЙъҙҙФмБЛМхјюЎЈ 2.2 ј·С№-ИИҙҰАн№ӨТХөДУ°Пм ОӘМбёЯЙъІъР§ВКЈ¬ФЪЙъІъІЩЧчЦРЈ¬іЈІЙУГөНОВёЯЛЩј·С№Ј¬УЙУЪј·С№ЛЩ¶ИТэЖрөДЎ°ИИР§УҰЎұК№ЦЖЖ·ФЪДЈҫЯіцҝЪҙҰөДҙг»рОВ¶ИҙуҙуМбёЯЈ¬¶шФЪ№М¶ЁіцБПМЁЙПУлұнГжОВ¶ИОӘ80Ў«110ЎжЈЁ»тВФөНЈ©өДКҜД«°еЈЁ»тВЦЈ©ҪУҙҘКұЈ¬РНІДұнГжҫН»бТтКЬөҪЎ°јұАд»»ИИЎұЧчУГ¶шК№ёГІҝ·ЦөДәПҪрФӘЛШMgЎўSiөДЕЁ¶ИұИХэіЈІҝО»өДЖ«ёЯТ»Р©ЎЈ ФЪЛжәуөДИЛ№ӨКұР§№эіМЦРЈ¬ёГІҝО»ҫН»бОціцҙЦҙуөДҰВЎдЈЁMg2SiЈ©ПаЈ»ОҙҫӯҫщФИ»ҜНЛ»рҙҰАнЗТјУИИОВ¶ИЖ«өНөД6063ВБәПҪрЦэ¶§УЙУЪј·С№КұЛщТэЖрөДЎ°ИИР§УҰЎұІ»ЧгТФК№РНІДөДҙг»рОВ¶ИЙэёЯөҪ500ЎжТФЙПЈ¬ХвІ»ө«»бК№Цэ¶§ЦРөДТ»ЙЩІҝ·ЦҰВЈЁMg2SiЈ©ПаұЈБфФЪРНІДЧйЦҜЦРЈ¬»№»бК№ёЯОВ№МИЬУЪҰБЈЁAlЈ©»щМеПаЦРөДMgЎўSiФӘЛШ·ўЙъИзЙПКцЦРЛщҪІөДұд»ҜЎЈХвР©ТтЛШОӘЎ°°Ч°ЯЎұөДІъЙъЧјұёБЛЧйЦҜЙПөДМхјюЎЈ 2.3 ұнГжјоКҙҙҰАнөДУ°Пм ¶ФSiә¬БҝҙуУЪFeөДә¬БҝЈ¬№эКЈSiФЪҰБЈЁAlЈ©ҫ§ДЪ»тҫ§ҪзёҪҪьЖ«ҫЫ¶шРОіЙУОАлөҘҫ§SiПаЎЈТхј«ПаSiУлЖ«ОціцөДСфј«ПаMg2SiЈ¬»тСфј«ПаҰБЈЁAlЈ©»щМеУлҙЦҙуөДТхј«ПаMg2SiФЪјоКҙТәЦР·ўЙъБЛЎ°ФӯөзіШР§УҰЎұЈ»ЖдҪб№ыКЗЈәУОАлSiЦЬО§өДҰБЈЁAlЈ©№МИЬМеҝмЛЩИЬҪв»тХЯҙЦҙуөДMg2SiПаУЕПИУЪҰБЈЁAlЈ©№МИЬМеИЬҪвЈ¬ҙУ¶шФЪРНІДұнГжБфПВБЛТ»ёцёцЗі¶шЖҪөДЎ°ёҜКҙҝУЎұ ҙЛНвЈ¬УРЩѧХЯМбіцЈә°Ч°ЯУлNaA1O2өДЛ®Ҫв·ҙУҰУР№ШЎЈөұAl3 ЕЁ¶ИУлЧЬөДNaOHЕЁ¶ИЦ®ұИҙуУЪ0.35КұЈ¬NaAlO2ОИ¶ЁРФПВҪө¶шЛ®ҪвОціцөДAlЈЁ0HЈ©3іБөнФЪВБІДұнГжЈ¬УЙУЪЛ®ПҙІ»і№өЧЈ¬ТІИЭТЧіцПЦ°Яөг»тҝйЧҙЎ°°Ч°ЯЎұЎЈ И»¶шЈ¬ұКХЯИПОӘЈәХвЦчТӘУлјоКҙМнјУјБЦРЛщә¬Ҫб№ёТЦЦЖјБЈЁИзфЗ»щфИЛбСОЎўҫЖКҜЛбДЖөИЈ©өДЧчУГУР№ШЎЈҫЯМе¶шСФЈ¬ФЪОИ¶ЁөДјоКҙ№ӨТХМхјюПВЈ¬фЗ»щфИЛбСОДЬУлAlЈЁ0HЈ©3·ўЙъҝЙДжВзәП·ҙУҰ¶шЙъіЙҝЙИЬРФВзәПТхАлЧУЈә
2.4 БтЛбСфј«Сх»Ҝ№ӨТХөДУ°ПмТтЛШ Т»°гөШЈ¬өұБтЛбЕЁ¶ИМ«ёЯЎў»төзҪвОВ¶И№эёЯЎў»тХЯСх»ҜІЫБтЛбИЬТәЦРAl3 ә¬БҝҙуУЪ20 g/LКұЈ¬ЛжЧЕAl3 өДФцјУЈ¬ҙҰУЪХэіЈОВ¶ИЈЁ20ЎжЧуУТЈ©ПВөДПВБРөзАлЖҪәвЧҙМ¬КҪұ»ЖЖ»өЈ¬К№БтЛбСх»ҜІЫЦРөДAlЈЁ0HЈ©3іКРхЧҙіБөнОціцІўёҪЧЕУЪРНІДұнГж№өІЫ»тAl2O3ДӨХлҝЧДЪЈ¬ЗеЛ®ПҙІ»ҫ»Ј¬·вҝЧТІІ»ТЧЈ»·зёЙәуЈ¬ұнГжјҙіцПЦ°ЧЙ«°ЯөгЎЈ 3.Ҫвҫц·Ҫ·Ё ўЩ СПёсҝШЦЖ»ҜС§іЙ·ЦЈ¬ТӘЗуSiөД№эКЈБҝІ»ҙуУЪ0.20%Ј¬ЗТә¬ZnБҝІ»ҙуУЪ0.05%Ј¬Н¬КұЈ¬ҫЎБҝ¶ФЦэ¶§ҪшРРҫщФИ»ҜНЛ»рҙҰАнЈ¬ҙҰАнәуІЙУГҝмЛЩАдИҙ·ҪКҪ¶ФЦэ¶§ҪшРРАдИҙЎЈ ўЪ Ҫ«№М¶ЁіцБПМЁЙПөДКЧОҙКҜД«№хөДЦбПЯЙФЧчёДФмЈ¬К№ЖдёЯ¶ИҝЙөчЈ¬УРМхјюөД»°К№УГұИКҜәЪҫшИИРФёьәГөДІДБПҙъМжКҜД«ЎЈ ўЫ ІЙУГПВПЮОВ¶Иј·С№Ј¬ұЬГвҫЦІҝ№эИИЈ¬»тҫЎБҝЛх¶М№эИИКұјдЈ¬К№6063ВБәПҪрІ»ЧгТФОціцҰВЎдЈЁMg2SiЈ©ПаЎЈ ўЬ ПтјоКҙТәЦРІ№јУЦКБҝПаөұУЪЙъіЙZnSіБөнБҪұ¶өДіБөнјБNa2S»т№эБт»ҜДЖЈ¬ЗТјоТәЦРAl3 і¬№эҝШЦЖұкЧјКұЈ¬ТӘј°КұІ№ідјоКҙМнјУјБЎЈ ЙщГчЈәұҫОДАҙФҙУЪЎ¶өз¶ЖУлНҝКОЎ· |