|
摘要:缸体、缸盖是发动机的核心零部件,端面铣削在这两个零部件加工中占据重要位置,缸体、缸盖的顶底面和前后面都有较高的粗糙度和平面度要求,达不到要求会对发动机的性能、质量造成很大的影响。 2015年我厂在端面铣削过程中接连发生工件接刀痕严重、工件崩边的现象,工艺人员对此类现象了解的不够透彻,由此引发本文对端面铣削的深入研究与探讨,提出对端面铣削加工现象的优化解决方案。 加工现象技术分析 1. 加工现象 铣削是非常普通的加工方式。铣削属于断续切削,刀齿不断切入切出工件,切屑厚度和切削面积不断变化,冲击载荷较大,易发生振动,切削力在不断变化。切削力处于稳定状态时接刀痕并不明显,粗糙度、平面度都不会有太大变化。通常所指的接刀痕为痕迹明显、肉眼可辨,导致粗糙度、平面度超过工艺技术要求的刀痕。崩边一般发生在铸铁加工中,切削振动大,造成加工部位边缘的掉渣现象(见图1)。
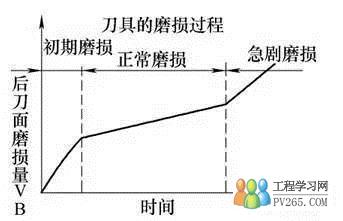
2. 接刀痕问题 (1)接刀痕产生的位置。切削力突变造成很大振动,就会产生明显的接刀痕。 接刀痕产生位置:①两次走刀的交接处会产生接刀痕。②刀具沿加工路径进给过程中,刀具再次经过已加工表面区域时,会产生微小的接刀痕迹,造成切削纹路发生些许变化,肉眼觉察不到,不影响加工质量,通常可忽略。③刀齿切入或切出工件的位置也会产生接刀痕。刀齿切入时,载荷突然急剧增大,产生较大振动;刀齿切出工件的瞬间,是一个卸载的过程,整个系统的弹性变形能瞬时释放,产生较大振动。故切入、切出过程均会产生较严重的刀痕,切出过程产生的刀痕比切入过程产生的刀痕严重。 (2)接刀痕产生的条件主要有以下几种: 切削参数:加工余量大、进给速度快,导致被加工表面挤压变形大,容易产生接刀痕。 刀具的安装误差:刀片安装误差较大,会产生接刀痕。由于我厂调刀人员,从未经过专业的调刀培训,专业素养及调刀经验参差不齐,调刀控制手段及标准不足,控制端面跳动的一致性有差别,不是每盘刀都能达到规定的换刀频次。例:新缸体OP210序,精铣前后面,Ra=3.2μm,平面度0.1mm,换刀频次800台,生产线反馈一盘新刀,有时加工1个班200台,接刀痕就很明显,而经验丰富的调刀人员调的端面铣刀确能达到规定的换刀频次,得到生产线工人的认可,既节约了换刀时间,又降低了成本。 主轴跳动很大:机床主轴与刀具系统连接刚性不足,高转速下,产生的巨大离心力会加速主轴轴承的磨损,同时引起机床加过过程中的急剧振动,切削表面会形成特别明显的刀痕。例:1.3缸体OP50序,后油封面加工,粗糙度3.2,平面度0.1,2015年设备改造前,主轴跳动大导致刀痕较深,平面度不符合工艺要求,严重影响了工件的质量。平面度不合格,会导致发动机后油封部位渗漏机油。当时主轴维修困难,我厂为了应对生产,重新匹配了两次走刀的加工余量,同时降低进给速度,暂时以牺牲刀具寿命为代价,完成了剩余的生产任务。 刀具磨损:毛坯硬度的不均匀会造成刀具过早磨损,刀具一旦到达急剧磨损阶段(见图2),切削力必然急剧增大,造成振动,刀痕自然明显很多,影响工件质量及表面粗糙度。一般情况下,刀具磨损是产生接刀痕的主要原因。例:天内的铸铁粗加工(见图3),正态切削,刀具磨损到急剧磨损阶段后,振动噪声变大,刀痕纹路清晰,手摸较明显。
图 2
图 3 工件未夹紧:如果夹紧力不足,会导致工件松动,加工中产生震颤,产生接刀痕。 3. 崩边问题 新缸体OP50序,2015年2月设备厂家为保节拍、提高生产效率,对设备进行了维护,但在3月和4月刀片的换刀频次由100台降至40台,40台后继续加工,缸体左右凸台面发生崩边现象。刀具寿命偏低,刀具单台费用两个月居高不下。 伊斯卡样本表明,该刀片适用于铸铁加工,切削速度范围100~400m/min,而本工序切削速度为301m/min。铸铁加工,刀具磨损,导致横向切削力加大,造成铣刀盘即将切出工件的瞬间,将工件上留存的最后一点加工余量挤掉,工件表面发生崩边现象。刀具磨损越早,崩边现象发生的概率越大。解决办法如下: (1)优化切削速度。 将切削速度由301m/min降至163m/min,为弥补节拍的不足,同时调整了进给速度。依据金属切削原理:合理速度内,切削速度降低20%,刀具寿命提高50%。降低切削速度后,该刀具单台费用由12元/台降至6元/台,按年产3万台缸体计算,年可节约资金18万元。此时换刀频次达到100后,崩边现象才会产生,保证了质量,同时也节约了频繁换刀的时间。 (2)刀盘结构优化。原刀盘(见图4)主偏角为90°,刀具在离开缸体边缘时的切削力全部为横向切削力,过大的拉力使工件边缘最后的加工余量剥落,造成表面崩边情况。 为了近一步降低成本,提高刀具寿命。我厂现地现物,利用现有资源,转序再利用开展降成本工作。原刀盘直径为Φ80mm,标准刀盘。利用曲轴OP10序刀盘(见图5)替换原刀盘。
图 4
图 5 两刀盘基本参数如附表所示。 1/3 123下一页尾页 |