|
基本参数对比表
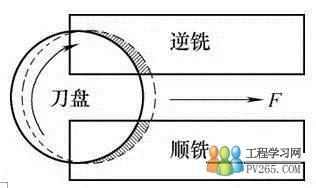
切削三要素不变的前提下,由于刀片同时使用量由10片变为12片,每个刀片的进给量相对变小,等同于每个刀刃产生的切屑厚度变薄,由粗糙度简化公式可知,小的进给量可适当的提高工件表面的粗糙度,小的进给量可以减小刀具离开缸体边缘时的切削力。同时 80°主偏角同90°主偏角比,可将切削力分解到两个方向,弱化了横向拉力对缸体边缘崩边现象的影响,增强了刀片寿命。 粗糙度简化公式 Ra=f2/8R 式中,f为每转进给量(mm/min);R为刀尖圆弧半径(mm)。 走刀路线技术分析 数控加工过程中,刀具相对于工件的运动轨迹称为走刀路线。走刀路线反应了工件的加工过程,确定合理的走刀路线是保证铣削加工精度和表面质量的重要工艺措施之一,走刀路线的合理关系到加工的生产效率及刀具寿命,因此每道工序的走刀路线都非常重要。保证产品质量的前提下,走刀路线尽量最短,保持刀具一直吃刀。前期的工艺设计多考虑刀盘直径、刀盘结构、刀盘位置、铣削方式和刀具切入切出过程等因素,刀具全生命周期的70%取决于前期的工艺设计,工艺设计一旦设计完成,刀具成本也就固定了,后续改善优化只是一些辅助措施。 1. 端面铣削方式―顺铣和逆铣 如图6所示,顺铣可以理解为铣刀切入时切屑的厚度大于切出时切屑的厚度;逆铣可以理解为铣刀切入时切屑的厚度小于切出时切屑的厚度。刀片切入工件时承受压应力,切出时承受拉应力;拉应力更容易导致刀片产生裂纹、蹦刃,若要提高刀片寿命,就得减小刀片切出时的拉应力。顺铣,切出时切屑薄拉应力小;逆铣,切出时切屑厚拉应力大。对刀具寿命而言,顺铣方式要好于逆铣方式。
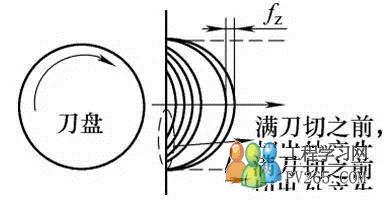
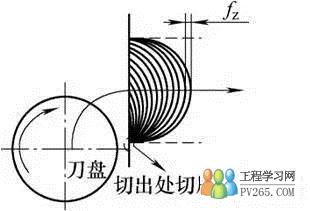
逆铣过程,端面铣刀刚刚切入时,刀片本身存在极细小的刀刃倒棱,加工余量很薄,刀片挤压、摩擦产生大量的切削热,造成工件表面硬化现象,切屑存在于刀片前刀面,再次切削造成工件质量变差。现大多数机床采用顺铣方式,优点:顺铣时,切屑由厚变薄,当端面铣刀前刀面切出工件的一瞬间,载荷突然释放,容易产生振动,但此时切屑很薄,切削力很小,载荷波动不会太大,故刀具寿命增加。 2. 铣削过程分析 铣削过程分为四个阶段:非切入阶段、切入阶段、切削阶段和切出阶段。 (1)端面铣刀切入策略:圆弧切入好于直接切入,斜着切入好于直接切入。切入策略原因分析: 直接切入方式(见图7)。未满刀切削与满刀切削相比,未满刀切出处产生厚的切屑,导致刀具加工过程中振动较大,刀具刃口容易失效、刀具寿命变差。若要采用此种方式直接切入,则在满刀切之前,为降低刀痕的影响,可将每转进给降为正常进给的50%。我厂的缸体、缸盖顶底面及前后面加工,都是采用直接切入方式,并且每转进给没有降低,这是需要注意的。 圆弧切入方式(见图8)。切出处切屑很薄,降低了切削力,振动降低,提高了刀具寿命。 图 7
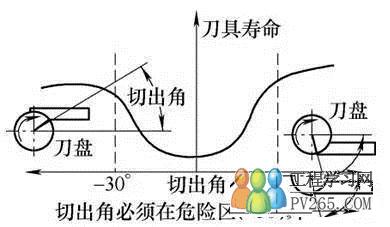
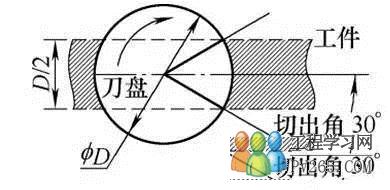
图 8 斜切方式。刀盘与工件成一定角度切入,目的是对刀盘切出处切屑厚度进行控制,间接提高铣刀片寿命。平滑切入工件是必要的,刚切入时进给应该降至50%,满刀切时恢复到正常的每转进给。 (2)端面铣刀切出策略。定义:切出角=铣刀切出点和刀盘中心点的连线与铣刀盘中心线的夹角。 经过世界第一刀具集团公司试验验证,切出角在(30°~90°与-90°~-30°)之间时刀片寿命较高,切出角范围在±30°时,刀片寿命偏低(见图9),故刀盘与工件位置关系影响刀片寿命。刀盘宽度为工件宽度2倍时,采用对称铣削方式(见图10),此时切出角为30°,刀盘布置是否合理,以此位置为基准,透彻全面的了解刀盘布置原理,迅速解决刀盘布置不合理,引发的刀片寿命偏低问题。 图 9
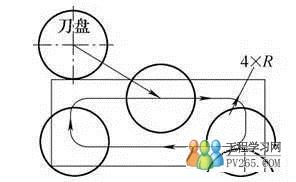
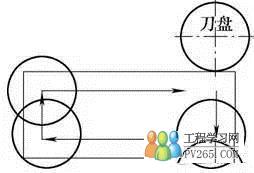
图 10 3. 刀盘直径与走刀路线 (1)刀盘直径。刀盘直径的选择主要由加工工件宽度决定。当加工平面面积不大时,刀盘直径一般为切削宽度的(1.3~1.6)倍,可有效保证切屑的形成和排出。精铣加工条件允许的情况下,可采用较大面铣刀一次走刀加工完成。 选择刀盘直径时尽量选择通用的标准刀盘。目前行业内标准刀盘直径已经固化,刀盘直径大致为Ф50mm、Ф63 mm、Ф80 mm、Ф100 mm、Ф125 mm、Ф160 mm、Ф200 mm、Ф250 mm和Ф315 mm等。标准刀盘通用性强,价格便宜,可替换。 刀盘直径的确定。刀盘直径D的大小与切入角A、切出角B及工件宽度E有关系,不管刀盘相对于工件如何布置,采用什么样的铣削方式,确定刀盘直径的原理是相同的。例:按如图11方式布置刀盘。 E=(D/2)sinB-(D/2)sinA D=2E/(sinB-sinA) 由上述公式可看出,只要选定刀盘径向切入深度、切入角和切出角,则铣刀盘直径就已确定。 (2)走刀路线。当加工平面面积较大时,可选择刀盘直径合适的铣刀,分多次走刀。多次走刀必然面临切削方向改变的情况,切削方向改变时产生的加工现象可理解为直接切入工件的情况。加工过程中,铣刀换向时,应变为圆角路线加工(见图12),可保证铣刀切出时铁屑厚度较薄,降低切削力,降低振动,增强刀具寿命,推迟了接刀痕产生的时间,提高了工件质量;图12切入时,采用的是斜切切入方式有助于刀片寿命的提高。我厂所有的面铣加工,走刀路线有切削方向变化的,都采用如图13所示方式。 图 12
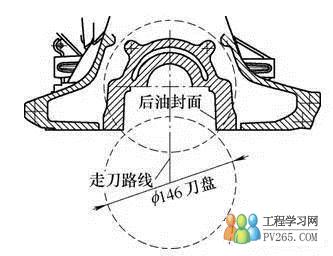
图 13 例如。我厂缸体加工两条生产线,后油封面加工两种不同的走刀路线。图14为1.3缸体线后油封面加工走刀路线。刀盘为非标刀盘,价格昂贵;切入方式为直接切入方式,现状:刚切入时每转进给没有优化,容易产生振纹;一次走刀完成加工,但刀盘布置方式为对称方式布置,对称铣削,加工过程中顺铣和逆铣同时存在,虽不是最佳方案,但也算合理。
图 14 图15为1.5缸体线后油封面加工走刀路线。刀盘为标准刀盘,价格便宜;铣削方式为不对称顺铣方式,刀盘换向时采用圆弧加工 2/3 首页上一页123下一页尾页 |