|
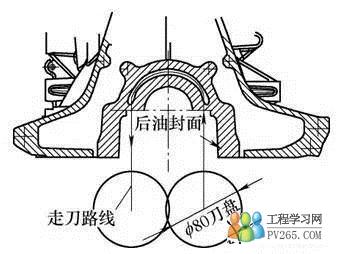
路线过渡,非常合理,刀片寿命比图14的铣削方式高。加工过程需重点关注后油封面中间部位的粗糙度,两刀盘交接处容易产生刀痕。
图 15 结语 本文在理论与实践的基础上,对加工过程中产生的接刀痕与崩边现象进行了大量的阐述,并提出了一系列的具体优化方案,多方位全角度的拓展了工作思路,可指引工艺人员迅速解决、消除生产中遇到的不良加工现象。本文对提升产品质量,提高工作效率,降本增效有一定的借鉴意义,值得引起重视与推广。 本文发表于《金属加工(冷加工)》2016年第19期8-11页 作者:天津一汽夏利汽车股份有限公司内燃机制造分公司刘崇泉 3/3 首页上一页123 |