|
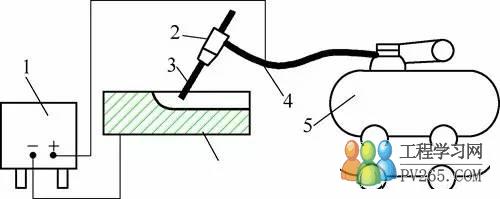
焊接在工程机械结构件制造中应用广泛,无论是CO2气体保护焊还是混合气体焊接等焊接方法,总会出现部分焊接缺陷,如未熔合、未焊透、气孔、裂纹、夹渣或外观质量问题。根据焊缝设计和质量等级要求有些是不允许存在的,需要采取清根焊补等返修措施确保焊缝质量。目前主要采取碳弧气刨、氧燃料气刨、打磨和破碎锤等工艺手段进行焊接缺陷,清理焊接坡口进行焊补确保焊接质量,在大多数工程机械厂家均采取碳弧气刨实施。 1. 碳弧气刨技术应用 (1)工作原理 在焊接生产中,碳弧气刨因其相比其他工艺措施有较大优越性,广泛用来刨槽、消除焊缝缺陷和背面清根。其工艺原理为使用碳棒或石墨棒作电极,与工件间产生电弧,将金属熔化,并用压缩空气将熔化金属吹除的一种表面加工沟槽的方法。其主要工作原理和设备如图1所示。
1.电源 2.气刨枪 3.碳棒 4.电缆气管 5.压缩空气 (2)应用特点 碳弧气刨使用过程中对电流的要求较大,一般采取具有陡降外特性且动特性较好的大功率直流电源,交流电源因其电流过零点时间长会引起电弧的不稳定,其主要应用特点为:①手工碳弧气刨时,灵活性很大,可进行全位置操作,可达性好,非常简便。②清除焊缝的缺陷时,在电弧下可清楚地观察到缺陷的形状和深度。③效率高,用自动碳弧气刨时,具有较高的精度,减轻劳动强度。 但碳弧气刨有明显的缺点:如碳弧有较大的烟雾、粉尘污染、噪声较大和弧光辐射,对操作者的技术要求高,热输入值较高,如图2所示。此外,操作不当容易引起焊道处增碳,对后续补焊十分不利,需要砂轮修磨处理,近年来也研制成功交流方波电源,尤其是动特性和控制性能优良的逆变式交流方波电源,但上述明显的不足也很难弥补。
2. 等离子气刨工艺研究 随着精细等离子在焊切领域的应用越来越广泛,它是利用高温在喷嘴处喷射出来的高速气流离子化,从而形成导电体。当电流通过时,该气体即形成高温等离子电弧,电弧的热量使工件切口处的金属局部熔化(和蒸发),并借助高速等离子气流的动力排除熔融金属以形成切口的一种加工方法。它利用环形气流技术形成的细长并稳定的等离子电弧,保证了能够平稳且经济地切割任何导电的金属,并具有切割精度高,切割速度快的优势。 |