|
压力铸造简称压铸。它是将熔融的液态金属注入压铸机的压射室,通过压射冲头的运动,使液态金属在高压作用下,高速通过模具浇注系统,在压力下结晶并迅速冷却凝固形成压铸件。
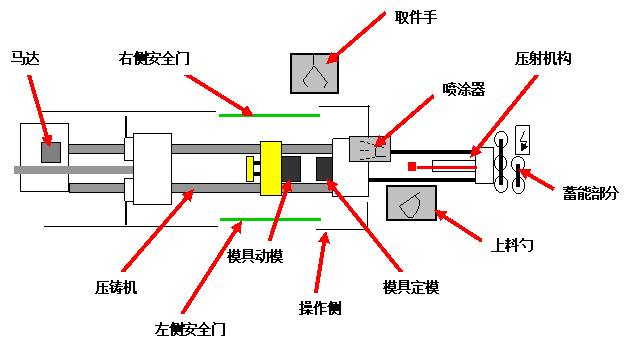
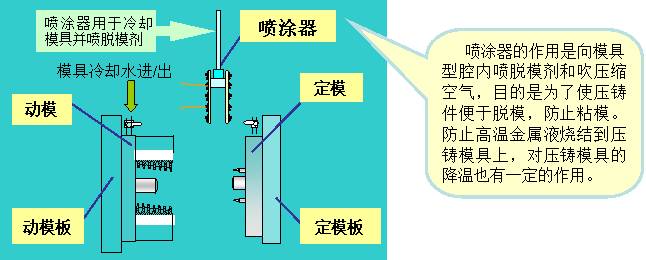
压铸机主体及周边设备 压铸工艺是高效率的生产少、无切削铸件的一种成型工艺方法,它可以连续地、大批量生产出与压铸型型腔相符的、形状复杂、薄壁深腔、尺寸一致、精度高的压铸件,这是其它工艺方法所不能比拟的。 压铸压力为几兆帕到几百兆帕(即几十到几百大气压),填充初始速度为0.5~70m/s,填充时间很短,一般为0.01~0.03s。高压和高速为压铸工艺的重要特征,也使压铸过程、压铸件的结构及性能和压铸模的设计有自己的特点。 压铸机是一种包括机械、电气、液压等各种元件的复杂设备,它是由合型机构(包括推出和抽芯机构)、压射机构、机座、液压传动系统、操作和控制系统、冷却和润滑系统、安全防护及其它辅助装置等组成。 模具与喷涂器(以EG30A60为例)
|