
|
张伯明 (中国农业机械化科学研究,北京100083 ) 摘要:我国是铸造生产大国,2010年铸件年产量已近4 000万吨,连续11 年位居世界首位遥铸造新材料,新技术不断得到推广和应用,铸件质量逐渐提高,我国的铸造业正在向铸造强国挺进。本文简要论述了铸铁材料的发展历程、现状以及未来发展趋势。详细介绍了我国在灰铸铁、球墨铸铁等温淬火球墨铸铁(ADI)、蠕墨铸铁、可锻铸铁以及特种性能铸铁方面的发展及应用情况,并指出了未来的发展方向。 关键词:铸铁;发展;现状;趋势 中图分类号:TG143 文献标识码:A 文章编号:1001-4977(2012)01-0001-10 作者简介: 张伯明,男,1939年生于上海(研究员)1963 年毕业于清华大学铸造专业,获优秀毕业生金质奖章;1966年清华大学研究生毕业,1982-1984 年在德国进修;1966年被分配至八机部工艺材料研究所,在洛阳东方红拖拉机厂工作,1978年调至中国农业机械化科学研究院,历任副所长、所长、副院长职务。 从事过十余项部级以上课题研究。在发动机缸体、缸盖等薄壁铸件的铸造技术、离心铸造球墨铸铁管、消失模铸造管件等方面有较丰富的经验。作为主编,编写《铸造手册(铸铁卷)》、《铸造词典》,并单独编写了《离心铸造》一书,共发表过60多篇论文与报告。 1991年,被机械工业部评为有突出贡献的专家。1992年,开始享受国务院特殊专家津贴。1987年,获国家科技进步三等奖。2000年,获国家科技进步二等奖。1999 年获部级科技进步一等奖。另获有省部级科技进步二尧三等奖5项。发明专利1项。 曾任中国机械制造工艺协会理事长/中国稀土学会常务理事。现为中国机械工程学会铸造分会名誉理事,中国机械制造工艺协会高级顾问、中国铸造协会顾问,中国稀土学会稀土在铸造合金中应用委员会主任委员。 60年前,新中国成立之初,我国基本没有工业,铸造也仅是为修配服务的手工作坊,铸件的总产量仅几十万吨。随着国家经济的发展、工业体系的建立,铸造业已发展到今天的能为现代化建设服务的以一大批机械化和部分自动化企业为骨干的铸造工业。至今铸造厂总数逾3万个,从业人员近300万,铸件年产量近4 000万吨,能用各种铸造方法生产各种材质的铸件,不仅基本满足了国内的需求,还有近 10%的出口。今后将在适应经济全球化的要求下,积极开发与采用先进技术与装备,从产量、质量、经济、节能、节材、环保以及工人劳动条件等方面考虑,走规模化、绿色生产之路,保障铸造业的可持续健康发展,向铸造强国挺进。 铸造金属材料占金属材料总量的1/10~1/7。铸铁材料占据铸造金属材料的主导地位,历年的统计表明,铸铁材料占 70%以上,也就是铸铁材料约占整个金属工程材料的 5%左右,起着举足轻重的作用[1]。 表1列出了能收集到的我国统计资料,从表1可以看出铸铁材料和整个铸造业一样取得了长足的进步,比60年前翻了几十倍。 表1 我国铸铁件生产情况
最早真正从矿石炼铁浇注铸铁件的是我们中国。公元前513年就浇注出了重270 kg 的铸铁刑鼎,比欧洲早了 1900 年。铸铁最初的应用是替代铜用在艺术品、炊具以及犁铧等农具上,18 世纪西方工业革命后才真正把铸铁应用在工业领域做蒸汽机零件、铁轨、桥梁、输水管道上,形成了近 20 个世纪的铁器时代。技术的进步和产品的精化要求工程材料有更好的性能,于是在铸铁的基础上人类又研究出了钢及有色合金等其他金属材料、高分子材料、陶瓷材料与复合材料,从而也打破了铸铁材料一统天下的局面。零件的形状不同,使用的工况不同,对制造零件的材料要求也就不同,因此各种工程材料之间的竞争是必然的。但是铸铁材料由于其铸造性能好、重量几乎没有限制、导热性好、减振性好、尤其是切削加工性能好的优点,至今仍在世界铸造材料中保持绝对优势 (见表2),其占有量达到 72%以上。有人还根据球墨铸铁、等温淬火球墨铸铁、蠕墨铸铁在当今的发展与应用,称新的铁器时代即将到来。 1 灰铸铁 灰铸铁至今仍是铸造材料中产量最大的基础材料。虽然片状石墨的存在使其具有一定的脆性,但其具有最好的铸造性能、热导性能、减振性能与切削加工性能,所以技术进步体现在灰铸铁上是力求提高其基体组织中的珠光体含量,从而提高其抗拉强度。19世纪60年代灰铸铁的抗拉强度仅在60~80 MPa,后来在使用40%~80%废钢时达到了200 MPa,1922年美国发明孕育铸铁后才使灰铸铁件抗拉强度达到 350~380 MPa。 60 年前,我国铸造业基本 都 是生产HT150和HT200的牌号。第一个五年计划引进的产品,无论是汽车、拖拉机还是其他产品,多采用HT200及以下的牌号。改革开放初期,为适应国外内燃机缸体、缸盖采用HT250的情况,国家在“六五”期间还组织中国农业机械化科学研究院与中国一拖集团有限公司、郑州机械研究所与二汽、沈阳铸造研究所与一汽进行了专题攻关。60年的努力,我们的成就可以归纳为以下几个方面。 (1)制定了和国际标准相当的国家灰铸铁件标准。一些骨干企业基本掌握了生产各种牌号灰铸铁的能力。例如一汽铸造厂现能批量生产HT300的6DL德国道依茨发动机缸体[2],并储备了HT350的生产技术。 (2)充分认清了孕育的好处。掌握了各种孕育技术,并开发出适应于不同铸件的孕育剂。首先是生产各类灰铸铁的铸造企业都采用了冲入法包内孕育,其次是一些骨干企业在“六五”后都陆续采用了随流孕育、型内孕育等后孕育方法,消除了铸件棱角的白口,改善了断面均匀性,从而提高了切削性能,过去很多企业使用的退火炉都已基本不用。在“六五”后,铸造企业与铁合金厂合作,开发了含钡、锶、锆、碳等各类孕育剂,以适应生产不同的铸件,打破了过去单一使用SiFe75的局面,做到了专业化、系列化、商品化。 (3)认识到提高铁液温度的重要性。铸件的质量与其熔炼温度有着密切的关系。提高铁液熔炼温度至临界温度以上,能提高铁液的纯净度、减少氧化程度、减少铁液含气量、消除生铁的遗传性、细化石墨,确保足够高的浇注温度,从而能大量减少气孔与夹杂等缺陷的生产[3]。 60年前,我国铸铁熔炼基本都使用三节炉熔炼,没有电炉,后来引进推广了原苏联的三排大风口冲天炉。国内的铸造工作者又针对国内焦炭情况,花费了大量精力研究推广了各种炉型的三排或多排小风口冲天炉。尽管原主管的机械部提倡抓大炉提高温度,但由于使用冶金焦、土焦以及焦铁比的限制[4],在20世纪50到80年代,全国冲天炉的熔炼温度都处在1 380~1 430 ℃水平。20世纪80年代,在考察国外铸造企业后,原机械部、农机部和冶金部一起,在我国研制成功了铸造焦,并制定了相应的标准,加之当时开发的两排大间距冲天炉,从而在任何炉型下都可使熔炼温度达到1 450~1 480 ℃。同时在二汽铸造厂的引领下,用感应电炉熔炼铸铁及冲天炉电炉双联熔炼技术在国内得到推广。现在骨干企业的熔炼温度都可保证在1 480~1 500 ℃,较之过去有了极大的提高。
(4)合成铸铁熔炼技术的应用。国外发达工业国家都使用合成铸铁熔炼技术,他们有大量便宜的废钢,故使用高温电炉熔炼加增碳剂或外热式热风炉,回炉料以外的金属料都用废钢,利用底焦高温燃烧增碳的技术来获得合适成分的铁液。在同样的化学成分下,它的抗拉强度要比用生铁低温熔炼的铸铁高1-2个牌号。国内从“六五”开始攻关,首先在二汽研究合成铸铁熔炼技术,如今在有废钢和电炉熔炼条件的铸造企业也都开始应用此项技术,国内不少企业也为之开发了各种类型的增碳剂。 表2 2009年世界10大铸件生产国的铸件产量 /万 t
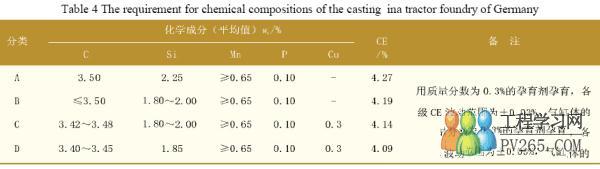
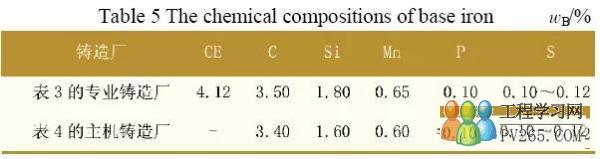
(5)掌握了低合金化的熔炼技术。Cr、Cu、Sn、Mo、Ni等元素都有增加并细化基体组织中珠光体的作用,从而能有效地提高抗拉强度。尤其是废钢应用量的增大,可充分利用废钢中合金元素的作用。于是通过研究,掌握了利用高碳当量加合适的孕育工艺(合适的孕育剂与后孕育方法),配合低合金化生产的技术,得到了既满足抗拉强度的要求又能得到缩松少、切削性能好的灰铸铁。 (6)初步了解了国外在熔炼灰铸铁时常用的一些冶金质量指标。同样成分的灰铸铁,处理方法不同,其性能也就有差异。为了确定工艺及冶金措施的良好程度,国外的铸造工作者提出了成熟度、硬化度、相对强度、相对硬度、品质系数等指标,其宗旨在于获得高强度、低硬度的灰铸铁,从而既能发挥材质性能又便于随后的机械切削加工。通过多年的努力,在一些骨干企业开始应用这些指标来生产高品质的灰铸铁。 60 年来 尽管灰 铸铁的产量与生产技术取得了很大的进步,但从整体生产技术水平来说,还比国外发达国家落后 30 年。这主要表现在三个方面。 首先,灰铸铁的熔炼温度还比国外低50~70 ℃。国外用电炉、冲天炉 (包括冷风冲天炉) 始终要求熔炼温度在1 500~1 550 ℃,双联保温温度在1 480~1 500 ℃。高温熔炼的重要性和必要性,已有很多文献可供参考[5]。 其次,我们铸铁工作者在实践中还没真正体会到,灰铸铁件的力学性能既取决于铁液的化学成分与孕育方法,也取决于冷却速度[6]。化学成分与处理方法相同的铁液,在浇注不同铸件时会产生不同的力学性能。因此正确的做法是要对每一种生产的铸件,必须要通过试验,确定相应的化学成分,从而才能保证所需的铸件本体力学性能。这对于专业铸造厂特别重要。对于从属于主机厂的铸造厂,则因常年生产固定品种,可以把同样牌号的铸件根据壁厚分成不同的类别,最终再确定合适的化学成分。铸件的牌号不同、结构不同,如果要求每种铸件的成分都不同,这无疑会给生产带来很大的麻烦。所以应向国外学习,即采用基铁熔炼制度:熔炼设备按工厂生产的铸件类型设计一种成分的基铁进行熔炼,然后在浇注前,在浇包内采用添加冲压废钢精料、抛丸过的生铁块、铜片 (丝)、镍块、各种中间合金,如铬铁、锰铁、钼铁等材料以获得适合铸件的成分进行浇注。 第三,我们铸件性能的稳定性太差,难以保证均匀一致性。在零件的生产中,往往切削加工的费用要高于铸件本身的费用。为降低切削成本就必须要提高切削速度,而铸件性能的均匀一致性对切削有决定性的影响。铸件的硬度取决于性能要求,现代的切削技术对于高硬度铸件的加工已不是问题,而铸件硬度不均匀会严重影响加工性。铸造企业为确保铸件本体性能与随后的切削性能,就要严格控制化学成分,一般要求灰铸铁碳当量的波动≤0.05%。 为说明这三点差距,表3、表4分别列出了德国一个专业铸造厂和一个主机铸造厂的实例。主机铸造厂生产160种铸件,抗拉强度要求≥220 MPa,他们把铸件分为四组。两厂都使用冲天炉电炉双联熔炼工艺,表5列出了两厂使用的基铁的成分。 表3 德国某专业铸造厂对某些铸件化学成分的控制规定
表4 德国某拖拉机铸造厂对铸件化学成分的要求
表5 基铁成分
从20世纪30年代起,德、英、美的铸造工作者,在用不同元素处理铁液时就发现了石墨能从片状转变成球状。1947 年英国人 H.Morrogh 发现,在过共晶的灰铸铁铁液中,加入铈和其他稀土元素,并以Si-Mn-Zr合金孕育,如果铁液中的Ce的含量在0.02%以上,石墨则呈球状[7]。1948 年美国A. P. Gangnebin研究在铁液中加入镁,随后用硅铁孕育,在铁液中 Mg 含量≥0.04%时,可得到球状石墨[8]。从此,球墨铸铁以其抗拉强度高、韧性好的优异性能进入了大规模的工业生产。 我国是在1950年研究成功球墨铸铁的。当时用压力加镁球化法用纯镁处理球墨铸铁,并在1958年以铁代钢的口号下形成全国性推广的高潮。20世纪50年代末,在我国开发和应用稀土的号召下,开发出了稀土镁球墨铸铁。1965年无锡柴油机厂研制出冲入法球化方法,从而在全国范围内促进了球墨铸铁的应用。从无到有,球墨铸铁60年的进步可归纳为几个方面。 (1)作为一种新型工程材料,球墨铸铁的发展是令人惊异的。1950年世界球墨铸铁才5万吨,中国是零,而至2010年,世界球墨铸铁产量近2 000万吨,而我国已达990万吨,占世界总量的49.5%。 (2)球墨铸铁的应用领域不断扩大。20世纪70年代,一汽、二汽用球墨铸铁开始替代可锻铸铁,至今球墨铸铁件已占载重车铸铁零件的50%~60%。以新兴铸管集团为代表,建立了一批离心球墨铸铁管厂,2010年,我国球墨铸铁管产量达到了 352.4 万吨。在短短的20年中,球墨铸铁做到了100%取代灰铸铁管被广泛应用于供水行业,2010年在全国41万公里的供水管中占26.1%,并作为供水行业公认的首选材料以及老系统的改造中(全国37%的总管线要改造),其使用比率将越来越大。在生产工艺上,国内也完成了100%采用离心工艺替代连续拔管工艺赶上了世界先进水平。现在DN80~DN1200的管子都采用水冷金属型离心工艺,DN1400~DN2600 都采用热模法离心工艺。 新兴铸管集团的产量在2010年已超过150 万吨,已成为世界领头羊。离心球墨铸铁管的出口也超过 70 万吨,成为我国铸件出口的主力。抗拉强度在600~900 MPa、伸长率在 3%~6%的球墨铸铁已被广泛应用于内燃机的曲轴上,年产超过20万吨,曲轴超过1 000万支,也即我国内燃机的 50%都采用球墨铸铁曲轴。现在球铁曲轴可用在4 000马力的机车内燃机上,最大的曲轴重3.3 t,最大断面厚度为椎280 mm。近年发展起来的风电铸件多以球墨铸铁为主,每 MW 风电需球墨铸铁件15 t,故我国每年需风电球墨铸铁件20万吨以上,大都采用QT400-18AL牌号的球墨铸铁,要求-20 ℃甚至-40 ℃的低温冲击韧度,并要求无损探伤检查。 (3)开发出了各种球化处理方法。除传统的压力加镁及随后大量推广的冲入法外,为获得高的镁合金吸收率及减少处理时的温降和改善劳动条件、减少污染,国内先后开发出了盖包法、转包法、喂丝法、喷镁法等先进处理工艺并得到了应用和推广。
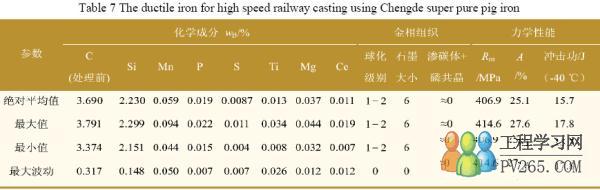
(4)系列化生产了球化剂与孕育剂。由于改革开放前的体制所限,铸造厂使用的球化剂基本上是自己摸索、自己配制。国家在“六五”期间对“三剂”系列化商品化做了攻关,取得了丰硕的成果。现在的“三剂”都可由专业生产厂提供,并可根据特殊需要进行适当的调整。至今除转包法与喷镁法外,基本都使用稀土镁球化剂,通常Mg含量为7%~9%,RE含量为6%~8%。 稀土元素的脱硫、脱氧能力比镁强,但球化能力不如镁,而且增加白口倾向,破坏石墨的圆整度,因此它的用量应仅限于消除干扰元素的作用。国外用转包法生产球墨铸铁时,加入的 1#稀土量也仅为0.003%,所以早在20世纪80年代,中国稀土学会在召开的二次会议上明确指出,应降低稀土在球化剂中的含量。随着现在生铁质量的提高,尤其是高纯生铁的问世与推广,完全可以进一步降低稀土元素含量,这样既可节约资源也能降低球墨铸铁的生产成本。 60年来,我国在球墨铸铁方面取得的辉煌成绩是有目共睹的。展望未来,球墨铸铁的产量以及占整个铸件产量的比例还将大幅上升。在进一步发展过程中,笔者认为有几点是值得注意的:首先是要努力提高球墨铸铁件质量的稳定性,这既和技术有关也和企业管理有关。技术上要保证获得高的球化率,提高石墨球的圆整度,确保力学性能,尤其是伸长率的稳定和一致性。其次是要注意原铁液的质量,包括提高铁液熔炼温度在1 500 ℃以上,保证球化处理温度在1 480 ℃,高的铁液纯净度,准确的成分,处理前尽量低的含硫量,使球化前的原始硫量在 0.03%以下。现在许多企业采用铁液预处理,其目的也在于此。提高原铁液的质量会提高成本,但可以从提高球墨铸铁件质量与降低球化剂消耗量来补偿。第三是要使用高质量的原材料。铸造也应像其他工业产品一样,要生产好的产品,必须要使用高质量的原材料。中国铸造协会制定了高纯生铁的标准,在 2011年7月1日起实施,这对提高球墨铸铁质量将起到十分重要的作用。表6是承德市保通铸铁型材制造有限公司利用当地的钒钛矿石、采用弱氧化法在一个月中生产的31批高纯生铁的记录。表7是常州华德机械有限公司采用这种生铁生产的高铁球墨铸铁件在三个多月中 60次生产的结果,从表中可以看出质量的稳定与一致性,诚然,从中也看出该厂的管理与控制水平。 3 等温淬火球墨铸铁(ADI) 等温淬火球墨铸铁也称奥铁体球墨铸铁,简称ADI。它是由球墨铸铁通过等温淬火热处理得到以奥铁体(针状铁素体加富碳奥氏体)为基体的球墨铸铁。由于其具有高的强度(Rm可至1 600MPa),高的韧性(在Rm为800 MPa时仍有10%的伸长率),弯曲疲劳强度达420~500 MPa,接触疲劳强度达1 600~2 100 MPa,高的比强度,与钢相比又有密度小、减振降噪的优点[9],所以一经问世便受到了广泛的关注,被认为是近代铸铁冶金的重大成就之一,现在又称它为新铁器时代的支撑之一。等温淬火球墨铸铁的研究始于20世纪70年代,我国由郑州机械研究所、6401厂和厦门汽车配件厂在1970 年就研究成功了此种新型球墨铸铁,并在1975年,汽车局就下令生产了5 000套ADI齿轮。但在1978年45届国际铸造年会首次宣读ADI论文的是芬兰KymiKymmene公司,我国曾艺成教授是在 1979年46届国际铸造年会上宣读的论文,1984年美国召开了第一届等温淬火球墨铸铁的国际学术会议,尽管论文仅27篇,但参加人数逾200人,可见当时此种材料引起的轰动。为促进ADI在我国的研究与发展,在1986年,由铸造学会铸铁及熔炼委员会召开了我国首次ADI学术会议。 表 6 保通超纯生铁
表 7 利用承德高纯生铁生产高铁球墨铸铁件
(1)我国是世界上最早发现等温淬火球墨铸铁的三个国家之一。通过铸造学会、稀土学会组织的五次专题学术研讨会和一次产业化研讨会,使广大铸造工作者了解掌握了ADI的基本知识、性能及其生产要点,为专业生产提供了技术基础。至今已有不少企业从事ADI生产,还建立了两个ADI专业生产厂,很多产品已经出口。由于ADI零件的应用必须通过设计部门的同意,所以国内CADI(HRC>56)的产量要比ADI的高,原因是此材质的部件是易损件,材质选择由铸造厂自己决定。为推广 ADI 在我国的应用,我国已制订了GB/T 24733-2009《等温淬火球墨铸铁件》标准,于2010年9月1日起实施,为设计人员采用ADI件提供了充分的依据。这也表明我国ADI从试验研究、开发应用,进入到了工业化生产阶段。 (2)我国已具有工业化生产 ADI 的各种条件。ADI 生产的关键是等温淬火热处理工艺及其设备。我国最早研发,但生产后进的原因就在于当时没有现代化的热处理装备。现在有浙江的嘉善三永电炉公司、南京新光英公司、上海宝华威、苏州AP公司、迁西奥迪爱公司、AP长春公司都安装有热处理设备,他们可作为热处理中心为每个具体零件制订专有工艺(奥氏体化温度和时间以及等温淬火的温度和时间) 进行处理,为其他企业服务。
生产ADI的另一关键是首先要获得优质的球墨铸铁毛坯件,石墨球必须圆整、球化级别必须在2级以上。如前如述,中国铸协组织制定的高纯生铁标准,以及国内承德保通、武安龙凤山以及济南庚辰等企业都按此标准生产和提供生铁,为生产好的球墨铸铁件打下了良好的基础,而且他们自定的企业标准比行业标准更为严格。利用这种生铁熔炼的铁液纯净度较高、干扰元素少,十分有利于提高石墨圆整度与降低球化剂用量。此外,现在高质量球铁件的生产企业大多采用了冲天炉感应电炉双联或感应炉熔炼,这就能保证提高铁液纯净度、提高球化率及随后的浇注温度。 展望未来,ADI必将在我国得到迅速的发展。如果我们能赶上美国的水平,则可在短期内达到 50~70 万吨的水平,要想实现这个目标,必须要重视以下几个方面。 |




 2 球墨铸铁
2 球墨铸铁

 作为一种新型工程材料,我国在 ADI 的研发和应用方面取得了显著的成绩。其产量基本上是以每年15%的速度在增长,至2007年世界产量已近30万吨,其中美国20万吨,欧盟2.5万吨,我国6~8万吨。ADI 的应用领域主要是汽车制造业,美国每辆重型卡车中使用500 kg以上的ADI零件[10]。回看ADI在我国发展的历程,可以看到以下情况。
作为一种新型工程材料,我国在 ADI 的研发和应用方面取得了显著的成绩。其产量基本上是以每年15%的速度在增长,至2007年世界产量已近30万吨,其中美国20万吨,欧盟2.5万吨,我国6~8万吨。ADI 的应用领域主要是汽车制造业,美国每辆重型卡车中使用500 kg以上的ADI零件[10]。回看ADI在我国发展的历程,可以看到以下情况。