|
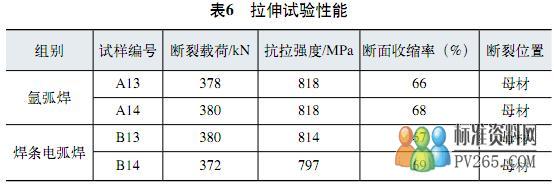
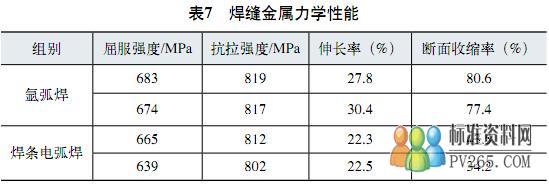
(2)试验及数据分析?对焊接接头进行了全面性能试验,包括力学性能、断裂韧性性能、腐蚀性能试验。焊接接头的宏观图片如图2所示。两种焊接方法的焊接接头力学性能数据如表6、表7所示。
-10℃的低温夏比冲击韧性对比如表8所示,由表8可知氩弧焊比手工焊的低温韧性要好。焊缝0℃下的断裂韧性(CTOD)值如表9所示。
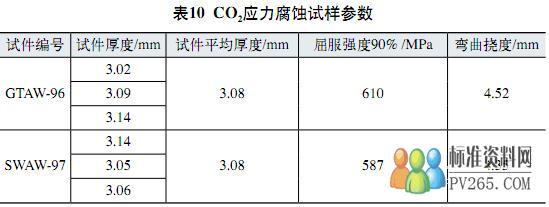
因为焊接接头的抗腐蚀及抗氢脆性能对此次焊接工艺的开发极为重要,所以对焊接接头进行了严格的CO2应力腐蚀及氢脆试验。采用标准为ASTM G39标准四点弯试验,载荷为90%SMYS,在50℃下3.5%的NaCl 的溶液,pH值保持在4.5,CO2分压为10kPa,氢脆试验加-1 150mV的电位,验收标准为7天后表面无裂纹。试验结果如表10所示。试验后接头宏观照片如图3所示。试验结果表明,焊缝及热影响区均无裂纹产生,有很好的抗CO2应力腐蚀性能。
焊接接头的硬度如图4所示,分别在厚度中心线、距上下表面1.5mm处测其母材、热影响区、焊缝的维氏硬度。 2/3 首页上一页123下一页尾页 |