|
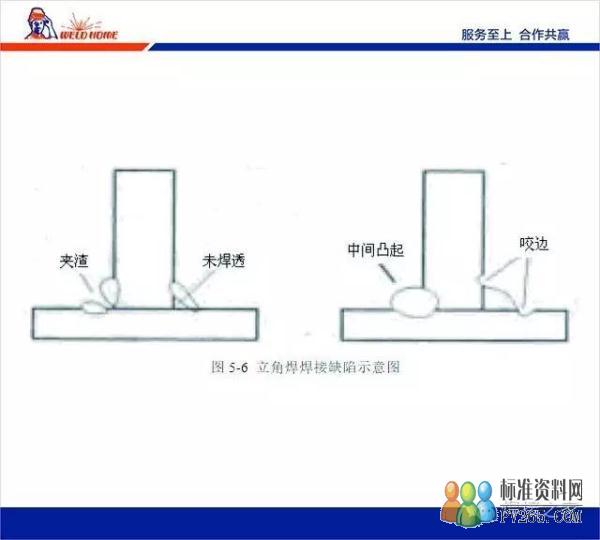
立角焊操作要领 01 1 焊前准备 1.1 工件: A5083(或A6N01、A7N01) t2.5mm t2.5mm 1.2 焊丝:ER5356 Ф1.2 1.3 焊机:额定焊接电流大于300A的MIG焊机 1.4辅助工具:小细毛不锈钢丝刷,不锈钢丝碗刷,千页磨片,丙酮等。 02 2 立角焊特点 焊接时焊缝根部易出现未焊透,焊缝两旁易产生咬边,焊缝中间易出现夹渣、凸起等缺陷,如图5-6所示。
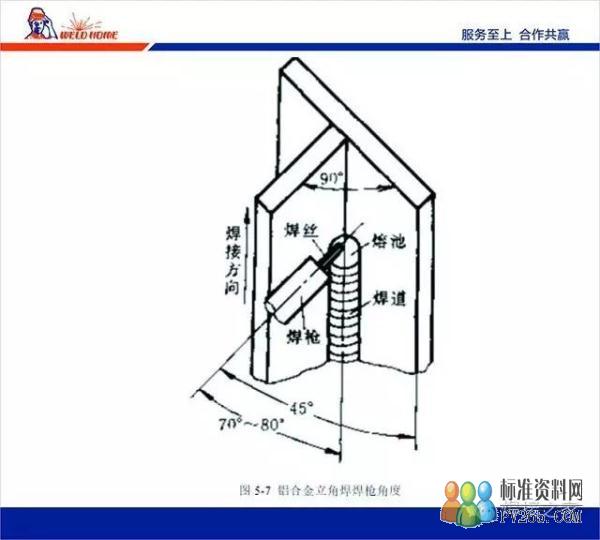
03 3 操作要领 3.1 工件清理 利用丙酮去除工件表面油污及其他杂质 利用小细毛不锈钢丝刷去除氧化膜; 3.2 装配及定位焊 电弧长度可为3mm~5mm。 在距焊缝终端15mm~20mm范围内采用断续引弧法进行火口处理。 焊道表面应平滑,或略呈凹形。 焊脚长应不低于板厚。 3.3立角焊焊枪角度 焊枪角度如图5-7所示。与母材表面呈45°,与焊接方向呈70°~80°,焊丝指向根部。
3.4 立角焊运条方式 |