|
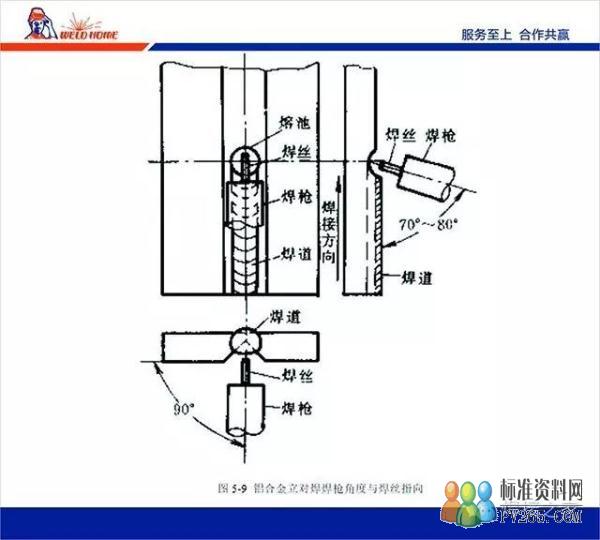
3.5 立角焊推荐焊接参数 焊接电流:110~130A 焊接电压:21~24V 焊接速度:30~45cm/min 3.6 容易产生的缺陷 1) 焊缝余高过大 2) 咬边 3) 焊角偏 4) 熔合不良 5) 焊缝表面发黄(过烧)、发黑(气体保护不好) 相应的解决方法: 1) 增大电压,提高焊接速度,注意焊枪角度变化来改善余高过大现象; 2) 控制层间温度,放慢焊接速度,减小电压来控制咬边现象的产生; 3) 改变焊枪角度或提高焊接速度来控制焊角偏; 4) 增大电流电压,放慢焊接速度,上下摆动 ; 5) 提高焊接速度,减小过烧,改变运条角度使焊缝得到充分保护。 立对接操作要领 01 1 立对接特点 熔池温度过高时,易形成焊瘤、咬边,温度过低时,易出现未焊透现象。 02 2 焊前准备 2.1 工件:A5083 (或A6N01、A7N01) 2.2 焊丝:ER5356 Ф1.2 2.3 焊机:额定焊接电流大于300A的MIG焊机 2.4 辅助工具:小细毛不锈钢丝刷,不锈钢丝碗刷,千页磨片,丙酮等。 03 3 操作要领 3.1 工件清理 利用丙酮去除工件表面油污及其他杂质。 利用小细毛不锈钢丝刷去除氧化膜。 3.2 装配及定位焊 焊丝指向和焊接速度都对焊缝之背面成形有很大影响,务必充分注意。同平焊一样,也要防止焊道中央凸起、两侧融合不良。 3.3 立对接焊枪角度 焊枪角度、焊枪指向如图5-9所示。 与焊缝呈70°~80°,与工件表面呈90°。
3.4 立对接运条方式 运条方式采用直线焊接法。 3.5 立对接推荐焊接参数 焊接电流:140~160A 焊接电压:18~22V 焊接速度:50~65cm/min 2/2 首页上一页12 |