|
7、 减少制动鼓缩松的一些工艺措施 这里所讲的工艺措施,主要是讲造型工艺。重点介绍我所看到的各厂的造型方法,并且只涉及到怎样防止缩松这一话题。因篇幅和时间有限,有关制动鼓生产中出现的其他质量问题都不涉及。有兴趣交流的朋友,我们可以找机会另行交流,下面我用实例来说明。 无冒口工艺 实例一:分散内浇口
当制动鼓壁厚比较均匀时采用法兰盘在上,加强带在下,内浇口开在加强带上,整个铸件基本上位于上箱,无冒口。大多数铸造厂包括国外都采取这一工艺。工艺上的的要点是:要采用多个内浇口进液快。多内浇口比单内浇口要好。薄的内浇口要比厚的内浇口好。因在比较大的圆周上,开多个内浇口并且切线进入型腔,铁液在铸型内温度比较均匀,无显著的流动热节。X光透视结果,法兰盘处无缩松,加强带上有显微缩松。可通过质量检查,但只开一个宽而薄的内角口时(3×100mm)在加强带内有较大的缩松。当做动平衡孔时即可看到,当时也想缩短横浇道的长度,将4个内浇口改为2个内浇口,但缩松比较严重。另外当内浇口厚度超过6mm时,在内浇口处容易产生缩孔缩松。因此工艺特点应采取多个薄的内浇道切线分布在半个制动鼓的圆周上。 实例二:直浇道做冒口工艺 广东梅州某厂,铸件为出口德国制动鼓。材质是HT250,要求强度大于280MPa 硬度190-220HB,轮廓尺寸直径484mm高度235mm,壁厚16mm
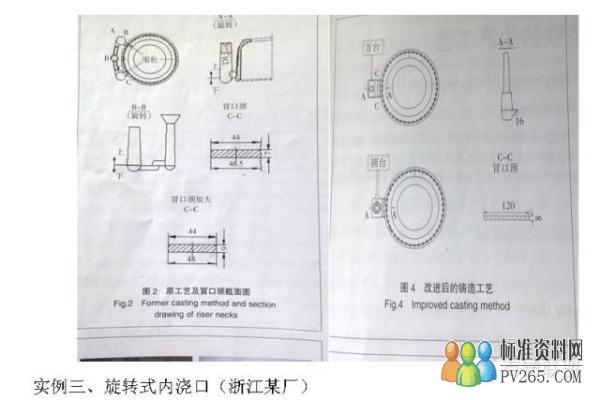
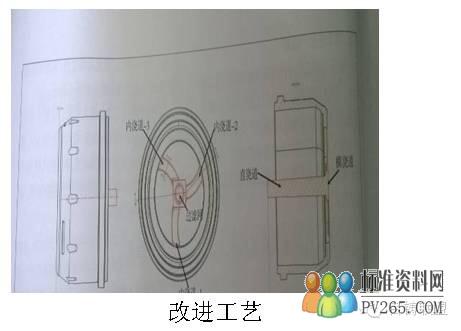
实例三、旋转式内浇口(浙江某厂) 浙江某厂解决缩松工艺改进,该制动鼓质量60-65千克,轮廓尺寸直径476mm,壁厚30-40mm。原产品合格率30-40%,主要缺陷缩松、渣眼、气孔 实例4 树脂砂工艺生产制动鼓,提高紧实度 河南南阳某厂生产北奔重型卡车制动鼓,采用顶注工艺,4个内浇口
实例5采用吊芯工艺,法兰盘在下箱。一般不放冒口,如果有缺陷可以增加一个暗冒口,该工艺可以保障重要面放在底部,另外可以利用高度压力差来进行补缩。 2/3 首页上一页123下一页尾页 |