|
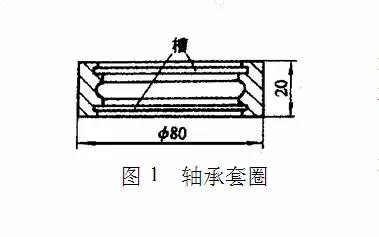
摘要:通过轴承的断裂失效实例,分析淬火、锻造水裂、车削和磨削裂纹的形貌及断口特征,探讨了裂纹的形成原因和相应的预防措施,总结出不同类型的裂纹形貌和断口特征。 1前言 某轴承厂在装配88107EYYN轴承期间,接连发现轴承外圈在装配力作用下断裂,对这批轴承套圈调查结果如下。 1.轴承结构 该轴承套圈比普通套圈多二条密封槽,此结构特点决定它比普通套圈更容易引起应力集中(见图1)。
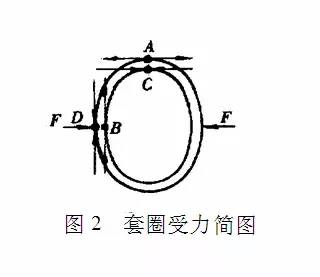
2.零件的选材与加工工艺 1)原材料:采用GCr15热轧圆棒料。 2)工艺流程:下料―锻造―退火―车削―淬火―清洗―回火―磨削―装配。 3.工艺现状调查 1)锻造:由于冷却锻模的水管泄漏,压力机附近地面有积水。 2)车削:操作人员采取大进给量切削,使部分套圈表面出现很深的刀痕。 3)淬火:振底式氮气保护淬火炉,由于长期未清除炉膛,滴入的丙酮与套圈携带的脏物,在炉底板上形成较厚的粘状物,使部分套圈在淬火加热时被粘在炉内停留时间过长。 4)磨削:操作人员采取高速磨削,使用已变钝的磨轮,并保持大进给量,导致磨削时冷却不充分,产生大量的磨削热。 5)装配:装配时须加力使套圈变形,才能将最后一颗钢球放入内、外套圈的间隙中。如图2所示,在外力F的作用下,套圈外表面A处和内表面B处受到拉应力,而在外表面D处和内表面C处则受到压应力。
2裂纹形貌及断口特征 从该批套圈中抽取50只,先进行冷酸洗,发现部分套圈有裂纹,但未发现表面脱碳,然后对这部分套圈进行去应力回火和热酸洗。 去应力回火工艺和热酸洗方法为:(1)去应力回火工艺:加热到400℃,保温1h,取出空冷至室温。(2)热酸洗方法:套圈在50%HCl溶液中加热到60℃,煮20min,取出用冷水刷洗。 热酸洗后发现12只套圈表面有裂纹,其中淬火裂纹5只,锻造水裂2只,车削裂纹2只,磨削裂纹3只。在这些次品套圈中,有的套圈同时存在2种不同类型的裂纹。再取不同类型的裂纹套圈各1只,垂直于裂纹截取试样、观察裂纹周边和末端形貌。分析如下。 1.裂纹形貌分析 1)淬火裂纹(见图3):裂纹细长,弯曲不规则地分布在套圈外表面,裂纹起始端在密封槽(应力最集中的位置)。从图4裂纹的周边和末端形貌上可看到裂纹深0.2mm,平直无分枝,周边无氧化脱碳区,裂尖锐利。原因是裂纹在淬火快速冷却过程中形成,随后套圈不再经过长时间高温加热,因此裂纹周围无氧化脱碳区。
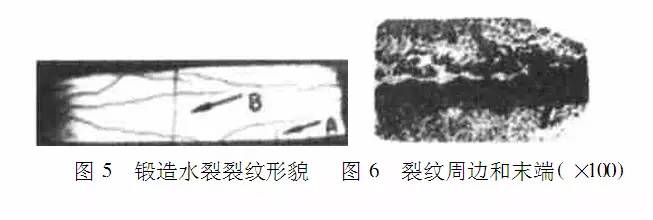
2)锻造水裂裂纹(见图5箭头A处):裂纹起始于端面倒角处,沿轴向延伸。普通锻造裂纹是锻加工后沿晶界出现的表面龟裂状开裂,而锻造水裂裂纹是锻造成形的高温套圈掉入地面积水中,套圈部分区域在积水中被淬火所造成。再从图6的裂纹周边和末端形貌上可看到,裂纹深0.5mm,平直无分枝,周边有氧化脱碳区,裂尖圆钝。原因是套圈在锻造后再需退火,在退火过程中裂纹经过长时间高温加热,使裂纹周边产生氧化、脱碳。
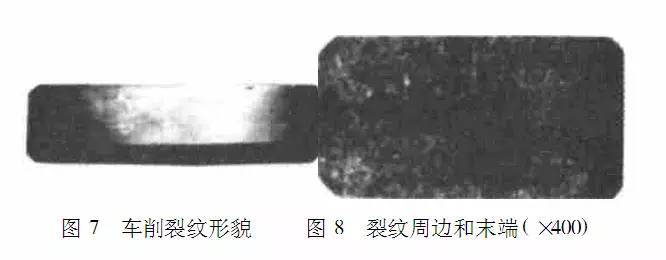
3)车削裂纹(见图7):裂纹短而直,沿套圈圆周方向(即车刀运动方向)断断续续地平行分布,再从图8的裂纹周边和末端形貌来看,裂纹深0.1mm,无分枝和氧化脱碳区、裂尖锐利。原因是车削裂纹也在淬火过程中形成,以后不再经历长时间高温加热,所以裂纹周围无氧化脱碳区。
4)磨削裂纹(见图5):裂纹呈网状分布,其形貌与热处理表面龟裂相似但有区别,磨削裂纹套圈的表面有时伴随出现带状回火区域,热处理表面龟裂的原因是表面脱碳,而冷酸洗时未发现表面脱碳,因此图5中的表面网状裂纹是磨削裂纹。再从图9的裂纹周边和末端形貌来看,裂纹 1/3 123下一页尾页 |