|
4) 在熔模铸造中的表现 上述四种方法中,制品本身就是蜡模的方法(如FDM或SLS),很容易适应熔模铸造工艺的要求,无疑表现较好。而树脂或纸制模样尽管也可燃烧掉,但毕竟不象蜡模那样容易适应熔模铸造的要求,需要不断改进,以趋利避害。 表 12-1 模样表面粗糙度的比较 (单位:μm)
从总体看,SLA 法尽管与熔模铸造工艺也还有某些不适应之处,但由于制成的模样尺寸精度和表面质量好而倍受青睐,在国外,特别是航空航天和军工部门的熔模铸造企业应用相当广泛。SLS 法模样质量虽较 SLA 略逊一筹,但容易适应熔模铸造的工艺要求,所以,国内熔模铸造中应用越来越多。FDM 法尽管最容易适应熔模铸造的工艺要求,但制成蜡模的尺寸精度和表面质量尚不尽如人意;而 LOM法虽模样质量尚可,但难以适应熔模铸造,因此,目前后二种方法在熔模铸造中推广应用均受到一定限制。 三.熔模铸造中应用 SLA 和SLS 的新进展 1.新型光固化树脂[5][6] SLA法早在1987年就已商业化了,它最初是被用来制作实体模型和具有一定功能的样件。20 世纪90年代初期,美国 3D System Inc 的QuickCast软件开发成功,使SLA 快速成型机能够制作出内部呈蜂窝形结构(图 12-3a)而外表仍保持光滑致密的精确模样(图 12-3b),不仅节省了 90%的制模材料,而且在焙烧型壳的时候,模样首先向内瘫塌而不致将型壳胀裂。除此之外,人们逐步发现,对于制模用光固化树脂来说,还需要满足以下一些特殊要求:
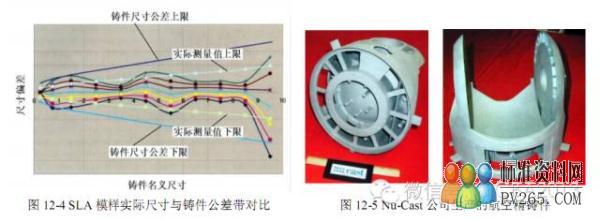
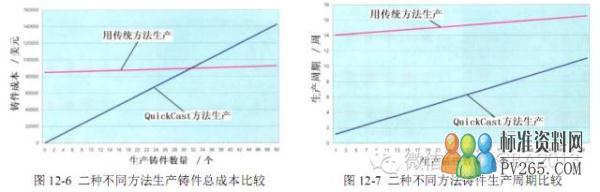
・粘度―― 如果树脂粘度太大,模样制成后内腔中剩余的树脂很难排尽,残存树脂过多,仍有可能在焙烧时将型壳胀裂,因而往往不得不采用离心分离等措施。另外,制成的模样表面也很难擦净。 ・残留灰分――这也许是最重要的要求,如果型壳焙烧后残留灰分多,将导致铸件表面产生非金属夹杂及其它缺陷。 ・重金属元素含量――这对于铸造高温合金特别重要。例如锑在SLA 光固化树脂中就是一种较为常见的元素,如果它出现在型壳焙烧后的残灰中,就可能污染合金,甚至使铸件报废。 ・尺寸稳定性――在整个操作过程中模样尺寸都应保持稳定,为此,树脂的吸湿性低也是非常重要的。 近年来,美国 DSM Somos 公司研制成功一种新型的光固化树脂Somos 10120,满足了上述主要要求,颇受精铸生产厂家青睐。这种新产品已在三个不同精铸厂铸造了三种合金(铝、钛和钴钼合金),取得了满意的效果[6]。 2.采用SLA模样进行小批量生产 采用 SLA 模样小批量生产精铸件需要考虑 2 个主要问题: 一是模样和铸件所能达到的尺寸精度,二是生产成本和交货期是否具有优势。美国 Solidiform、Nu-Cast、PCC、Uni-Cast 等多家精铸厂,采用 SLA 模样铸造了数百个铸件,实际测量铸件尺寸后,统计分析表明,采用DSM Somos 公司新开发的 11120光固化树脂和QuickCast 技术,制成的SLA模样,尺寸偏差不超过铸件公差值的50%。绝大多数铸件尺寸符合公差要求,合格率达95%以上(图 12-4) [7]。 尽管制作一个 SLA 模样的成本要比制作相同蜡模高得多,耗费时间也要长一些,但不需要设计制造压型,所以,在单件小批量生产时,在成本和交货期方面仍具有优势。铸件越复杂,这种优势越明显。以Nu-Cast公司生产的形状复杂的航空精铸件为例(图12-5)[7],其模具制作费用约85000美元,每天生产 4个蜡模,每个蜡模成本费(含材料和人工)150美元。如果采用 SLA 法,每个 SLA 模样成本 2846 美元,但不需要设计制造模具。由此算出,如果产量小于32件,采用SLA 模成本低于蜡模; 超过32 件,则成本高于蜡模(图 12-6);使用蜡模,设计制造模具需耗时 14~16周,而SLA 模不需要模具。因此,如果产量少于 87 件,采用 SLA 模,交付铸件比蜡模快(图 12-7)。但超过 87 件,则采用蜡模更快[7]。另一个需要考虑的因素是,如果采用蜡模,当产品更新换代时,模具需要重新制作,付出代价大;而采用SLA 模样,需要做的只是更改CAD几何模型,比重新制作模具简便快捷得多。
|