|
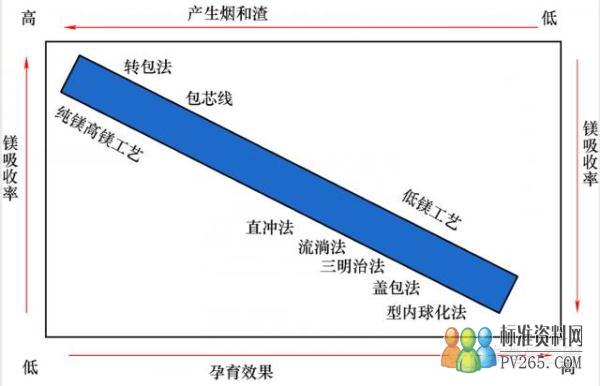
型内球化法:现在使用这种工艺的铸造厂不是很多,因为这种工艺的缺点比较明显,球化处理产生的渣子有时会进入型腔,造成夹渣缺陷而产生废品。另外,这种球化工艺对铁液温度及铁液流速要求较高,否则会球化不均匀。 流淌法:顾名思义,流淌法是铁液流过装有球化剂的球化室而进行球化,目前这种工艺用的并不是太多。优点是自动化程度相对高一些;缺点是对铁液温度和铁液流速要求较严。 纯镁球化工艺:有时也叫高镁球化工艺,目前主要有两种形式,转包法和包芯线法。这种方法的优点是自动化程度较高,也有利于环保;缺点是镁吸收率偏低,产生的烟雾和渣子较多。 附图从烟雾和渣子及镁吸收率等方面对各种球化工艺进行对比。 生产球墨铸铁的注意事项 现在简要总结一下生产球铁的注意事项。 (1)原铁液的硫含量及其他微量元素不要太高。如果原铁液硫含量和其他微量元素含量太高,则需要较多的球化剂加入量或者稀土含量较高的球化剂,这样球化剂的成本就会增加,另外过多的球化剂会造成更多的渣子,不利于铸件质量的稳定。稀土含量太多,则会在大断面的铸件上易产生碎块状石墨。 (2)球化处理的稳定性。球化处理工序是球墨铸铁生产过程中的关键工序,只有球化处理工序稳定了,铸件的质量才能稳定。针对不同的产品,不同的原铁液硫含量,该加入多少球化剂、孕育剂等,都要写入作业指导书并且严格执行。 (3)避免较长的等待时间。 球化孕育处理后,应立即进行浇注。因为随着时间的延长,残留镁会烧损并且孕育效果会衰退。 (4)避免过高的残留镁含量。较高的残留镁含量会增大铸件的缩松倾向,对于一般球墨铸铁,残留镁含量(质量分数)应控制在0.035%~0.045%,对于高镍球墨铸铁,残留镁含量应控制在0.06%~0.07%。 (5)对要求较高的铸件使用较好的孕育剂。 对要求较高的风电件、高铁件等,则应选择孕育效果较强的随流孕育剂(如具有专利的Ultraseed/Ce)。其特点是能显著增加石墨球数,且石墨球形圆整。 来源:《金属加工热加工)》 铸造生态圈 感谢 |