|
磁粉探伤
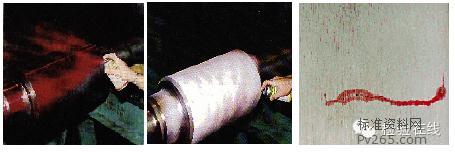
磁粉探伤技术主要被用来测定轧辊辊身表面的裂纹和在辊颈区域的疲劳裂纹、过度的周期负荷或随后产生的正常腐蚀。 优点:方便快捷,可检测金属表面开口缺陷以及皮下缺陷,能将缺陷形状清晰显示出来。 缺点:无法对缺陷进行定量,另外轧辊表面清洁状况及光洁度等都会影响磁粉检测结果。
渗透着色探伤 由于使用简单,渗透着色探伤广泛地用于轧辊表面裂纹检查。 优点:不需要电源;可以探测复杂的形状,指出缺陷的形状和尺寸;能够显示很少很密的缺陷;能够探测黑色及有色金属。 缺点:不能探测次表面的缺陷;表面必须干净无油污而且干燥。
|