|
ЈµВЭОЖСРДҐ ЎЎЎЎУГЦэМъµИЅПИнІДБПЦЖіЙВЭДёРН»тВЭёЛРНµДВЭОЖСРѕЯЈ¬¶Ф№¤јюЙПТСјУ№¤µДВЭОЖґжФЪВЭѕаОуІоµДІїО»ЅшРРХэ·ґПтРэЧЄСРДҐЈ¬ТФМбёЯВЭѕаѕ«¶ИЎЈґгУІµДДЪВЭОЖНЁіЈТІУГСРДҐµД·Ѕ·ЁПыіэ±дРОЈ¬МбёЯѕ«¶ИЎЈ Ј¶№ҐЛїєНМЧЛї
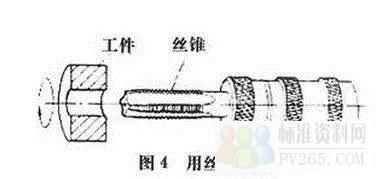
ЎЎЎЎ№ҐЛїКЗУГТ»¶ЁµДЕ¤ѕаЅ«ЛїЧ¶РэИ빤јюЙПФ¤ЧкµДµЧїЧЦРјУ№¤іцДЪВЭОЖЎЈ
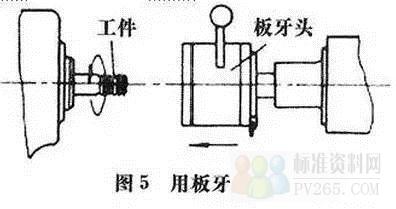
ЎЎЎЎМЧЛїКЗУГ°еСАФЪ°фБПЈЁ»т№ЬБПЈ©№¤јюЙПЗРіцНвВЭОЖЎЈ№ҐЛї»тМЧЛїµДјУ№¤ѕ«¶ИИЎѕцУЪЛїЧ¶»т°еСАµДѕ«¶ИЎЈјУ№¤ДЪЎўНвВЭОЖµД·Ѕ·ЁЛдИ»єЬ¶аЈ¬µ«РЎЦ±ѕ¶µДДЪВЭОЖЦ»ДЬТАїїЛїЧ¶јУ№¤ЎЈ№ҐЛїєНМЧЛїїЙУГКЦ№¤ІЩЧчЈ¬ТІїЙУГіµґІЎўЧкґІЎў№ҐЛї»ъєНМЧЛї»ъЎЈ Ј·ВЭОЖ№цС№ ЎЎЎЎУГіЙРО№цС№ДЈѕЯК№№¤јюІъЙъЛЬРФ±дРОТФ»сµГВЭОЖµДјУ№¤·Ѕ·ЁВЭОЖ№цС№Т»°гФЪ№цЛї»ъґкЛї»ъ»тФЪёЅЧ°ЧФ¶ЇїЄєПВЭОЖ№цС№Н·µДЧФ¶ЇіµґІЙПЅшРРЈ¬ККУГУЪґуЕъБїЙъІъ±кЧјЅф№МјюєНЖдЛыВЭОЖБЄЅУјюµДНвВЭОЖЎЈ№цС№ВЭОЖµДНвѕ¶Т»°гІ»і¬№э 25єБГЧЈ¬і¤¶ИІ»ґуУЪ100єБГЧЈ¬ВЭОЖѕ«¶ИїЙґп2ј¶(GB197-63),ЛщУГЕчјюµДЦ±ѕ¶ґуЦВУл±»јУ№¤ВЭОЖµДЦРѕ¶ПаµИЎЈ№цС№Т»°гІ»ДЬјУ№¤ДЪВЭОЖЈ¬µ«¶ФІДЦКЅПИнµД№¤јюїЙУГОЮІЫј·С№ЛїЧ¶Адј·ДЪВЭОЖЈЁЧоґуЦ±ѕ¶їЙґп30єБГЧЧуУТЈ©Ј¬№¤ЧчФАнУ빥˿АаЛЖЎЈАдј·ДЪВЭОЖК±ЛщРиЕ¤ѕаФј±И№ҐЛїґу1±¶,јУ№¤ѕ«¶ИєН±нГжЦКБї±И№ҐЛїВФёЯЎЈ ЎЎЎЎВЭОЖ№цС№µДУЕµгКЗЈєўЩ±нГжґЦІЪ¶ИРЎУЪіµПчЎўПіПчєНДҐПчЈ»ўЪ№цС№єуµДВЭОЖ±нГжТтАдЧчУІ»Ї¶шДЬМбёЯЗї¶ИєНУІ¶ИЈ»ўЫІДБПАыУГВКёЯЈ»ўЬЙъІъВК±ИЗРПчјУ№¤іЙ±¶Фці¤Ј¬ЗТТЧУЪКµПЦЧФ¶Ї»ЇЈ»ўЭ№цС№ДЈѕЯКЩГьєЬі¤ЎЈµ«№цС№ВЭОЖТЄЗ󹤼юІДБПµДУІ¶ИІ»і¬№эHRC40;¶ФГ«ЕчіЯґзѕ«¶ИТЄЗуЅПёЯЈ»¶Ф№цС№ДЈѕЯµДѕ«¶ИєНУІ¶ИТЄЗуТІёЯЈ¬ЦЖФмДЈѕЯ±ИЅПА§ДСЈ»І»ККУЪ№цС№САРОІ»¶ФіЖµДВЭОЖЎЈ ЎЎЎЎ°ґ№цС№ДЈѕЯµДІ»Н¬Ј¬ВЭОЖ№цС№їЙ·ЦґкЛїєН№цЛїБЅАаЎЈ ЎЎЎЎґкЛї БЅїйґшВЭОЖСАРОµДґкЛї°еґнїЄ 1/2ВЭѕаПа¶ФІјЦГЈ¬ѕІ°е№М¶ЁІ»¶ЇЈ¬¶Ї°еЧчЖЅРРУЪѕІ°еµДНщёґЦ±ПЯФЛ¶ЇЎЈµ±№¤јюЛНИлБЅ°еЦ®јдК±Ј¬¶Ї°еЗ°ЅшґкС№№¤јюЈ¬К№Жд±нГжЛЬРФ±дРО¶шіЙВЭОЖЎЈ ЎЎЎЎ№цЛїУРѕ¶Пт№цЛїЎўЗРПт№цЛїєН№цС№Н·№цЛї 3ЦЦЎЈ ЎЎЎЎўЩѕ¶Пт№цЛїЈє2ёцЈЁ»т3ёцЈ©ґшВЭОЖСАРОµД№цЛїВЦ°ІЧ°ФЪ»ҐПаЖЅРРµДЦбЙП,№¤јю·ЕФЪБЅВЦЦ®јдµДЦ§іРЙП,БЅВЦН¬ПтµИЛЩРэЧЄЈ¬ЖдЦРТ»ВЦ»№Ччѕ¶ПтЅшёшФЛ¶ЇЎЈ№¤јюФЪ№цЛїВЦґш¶ЇПВРэЧЄЈ¬±нГжКЬѕ¶Птј·С№РОіЙВЭОЖЎЈ¶ФДіР©ѕ«¶ИТЄЗуІ»ёЯµДЛїёЬЈ¬ТІїЙІЙУГАаЛЖµД·Ѕ·Ё№цС№іЙРОЎЈ ЎЎЎЎўЪЗРПт№цЛїЈєУЦіЖРРРЗКЅ№цЛїЈ¬№цС№№¤ѕЯУЙ1ёцРэЧЄµДЦРСл№цЛїВЦєН3їй№М¶ЁµД»ЎРОЛї°еЧйіЙЎЈ№цЛїК±Ј¬№¤јюїЙТФБ¬РшЛНЅшЈ¬№КЙъІъВК±ИґкЛїєНѕ¶Пт№цЛїёЯЎЈ ЎЎЎЎўЫ№цЛїН·№цЛїЈєФЪЧФ¶ЇіµґІЙПЅшРРЈ¬Т»°гУГУЪјУ№¤№¤јюЙПµД¶МВЭОЖЎЈ№цС№Н·ЦРУР3Ў«4ёцѕщІјУЪ№¤јюНвЦЬµД№цЛїВЦЎЈ№цЛїК±,№¤јюРэЧЄЈ¬№цС№Н·ЦбПтЅшёшЈ¬Ѕ«№¤јю№цС№іцВЭОЖЎЈАґФґЈєЎ¶ВЭОЖјУ№¤Ў· 2/2 КЧТіЙПТ»Ті12 |