|
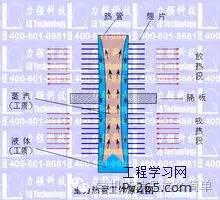
ЃЉПЩЗжЮЊЭЁЊЫЎШШЙмЁЂЬМИжЁЃЫЎШШЙмЁЂЭИжИДКЯЁЊЫЎШШЙмЁЂТСЁЊБћЭЊШШЙмЁЂЬМИжЁЄШйШШЙмЁЂВЛатИжЃЎФЦШШЙмЕШЕШЁЃ ЂШАДНсЙЙаЮЪНЧјЗжПЩЗжЮЊЦеЭЈШШЙмЁЂЗжРыЪНШШЙмЁЂУЋШвБУЛиТЗШШЙмЁЂЮЂаЭШШЙмЁЂЦНАхШШЙмЁЂОЖЯђШШЙмЕШЁЃ ЂЩАДШШЙмЕФЙІгУЛЎЗжПЩЗжЮЊДЋЪфШШСПЕФШШЙмЁЂШШЖўМЋЙмЁЂШШПЊЙиЁЂШШПижЦгУШШЙмЁЂЗТецШШЙмЁЂжЦРфШШЙмЕШЕШЁЃ ЯрШнадМАЪйУќ ШШЙмЕФЯрШнадЪЧжИШШЙмдкдЄЦкЕФЩшМЦЪйУќФкЃЌЙмФкЙЄзївКЬхЭЌПЧЬхВЛЗЂЩњЯджјЕФЛЏбЇЗДгІЛђЮяРэБфЛЏЃЌЛђгаБфЛЏЕЋВЛзувдгАЯьШШЙмЕФЙЄзїадФмЁЃЯрШнаддкШШЙмЕФгІгУжаОпгаживЊЕФвтвхЁЃжЛгаГЄЦкЯрШнадСМКУЕФШШЙмЃЌВХФмБЃжЄЮШЖЈЕФДЋШШадФмЃЌГЄЦкЕФЙЄзїЪйУќМАЙЄвЕгІгУЕФПЩФмадЁЃЬМИжЃЫЎШШЙме§ЪЧЭЈЙ§ЛЏбЇДІРэЕФЗНЗЈЃЌгааЇЕиНтОіСЫЬМИжгыЫЎЕФЛЏбЇЗДгІЮЪЬтЃЌВХЪЙЕУЬМИжЁЊЫЎШШЙметжжИпадФмЁЂГЄЪйУќЁЂЕЭГЩБОЕФШШЙмЕУвддкЙЄвЕжаДѓЙцФЃЭЦЙуЪЙгУЁЃ гАЯьШШЙмЪйУќЕФвђЫиКмЖрЃЌЙщНсЦ№РДЃЌдьГЩаЇЙмВЛЯрШнЕФжївЊаЮЪНгавдЯТШ§ЗНУцЃЌМДЃКВњЩњВЛФ§адЦјЬхЃЛЙЄзївКЬхШШЮяадЖёЛЏЃЛЙмПЧВФСЯЕФИЏЪДЁЂШмНтЁЃ ЂХВњЩњВЛФ§адЦјЬхгЩгкЙЄзївКЬхгыЙмЭъВФСЯЗЂЩњЛЏбЇЗДгІЛђЕчЛЏбЇЗДгІЃЌВњЩњВЛФ§адЦјЬхЃЌдкШШЙмЙЄзїЪБЃЌИУЦјЬхБЛеєЦћСїДЕЩЈЕНГхФ§ЖЮОлМЏЦ№РДаЮГЩЦјШћЃЌДгЖјЪЙгааЇРфФ§УцЛ§МѕаЁЃЌШШзшдіДѓЃЌДЋШШадФмЖёЛЏЃЌДЋШШФмСІНЕЕЭЩѕжСЪЇаЇЁЃ ЂЦЙЄзївКЬхЮяадЖёЛЏгаЛњЙЄзїНщжЪдквЛЖЈЮТЖШЯТЃЌЛсж№НЅЗЂЩњЗжНтЃЌетжївЊЪЧгЩгкгаЛњЙЄзївКЬхЕФаджЪВЛЮШЖЈЃЌЛђгыПЧЬхВФСЯЗЂЩњЛЏбЇЗДгІЃЌЪЙЙЄзїНщжЪИФБфЦфЮяРэадФмЃЌШчМзБНЁЂЭщЁЂЬўРрЕШгаЛњЙЄзївКЬхвзЗЂЩњИУРрВЛЯрШнЯжЯѓЁЃ ЂЧЙмПЧВФСЯЕФИЏЪДЁЂШмНтЙЄзївКЬхдкЙмПЧФкСЌајСїЖЏЃЌЭЌЪБДцдкзХЮТВюЁЂдгжЪЕШвђЫиЃЌЪЙЙмПЧВФСЯЗЂЩњШмНтКЭИЏЪДЃЌСїЖЏзшСІдіДѓЃЌЪЙШШЙмДЋШШадФмНЕЕЭЁЃЕБЙмПЧБЛИЏЪДКѓЃЌв§Ц№ЧПЖШЯТНЕЃЌЩѕжСв§Ц№ЙмПЧЕФИЏЪДДЉПзЃЌЪЙШШЙмЭъШЋЪЇаЇЁЃетРрЯжЯѓГЃЗЂЩњдкМюН№ЪєИпЮТШШЙмжаЁЃ ШШЙмжЦдь ШШЙмСуВПМўМАЦфМгЙЄШШЙмЕФжївЊСуВПМўЮЊЙмПЧЁЂЖЫИЧЃЈЗтЭЗЃЉЁЂЮќвКаОЁЂбќАхЃЈСЌНгУмЗтМўЃЉЫФВПЗжЁЃВЛЭЌРраЭЕФШШЙмЖдетаЉСуВПМўгаВЛЭЌЕФвЊЧѓЁЃ ЙмПЧШШЙмЕФЙмПЧДѓЖрЮЊН№ЪєЮоЗьИжЙмЃЌИљОнВЛЭЌашвЊПЩвдВЩгУВЛЭЌВФСЯЃЌШчЭЁЂТСЁЂЬМИжЁЂВЛатИжЁЂКЯН№ИжЕШЁЃЙмзгПЩвдЪЧБъзМдВаЮЃЌвВПЩвдЪЧвьаЭЕФЃЌШчЭждВаЮЁЂе§ЗНаЮЁЂОиаЮЁЂБтЦНаЮЁЂВЈЮЦЙмЕШЁЃЙмОЖПЩвдДг2mmЕН200mmЃЌЩѕжСИќДѓЁЃГЄЖШПЩвдДгМИКСУзЕНl00УзвдЩЯЁЃЕЭЮТШШЙмЛЛШШЦїЕФЙмВФдкЙњЭтДѓЖрВЩгУЭЁЂТСзїЮЊдСЯЁЃВЩгУгаЩЋН№ЪєзїЙмВФжївЊЪЧЮЊСЫТњзугыЙЄзївКЬхЯрШнадЕФвЊЧѓЁЃ ЖЫИЧШШЙмЕФЖЫИЧОпгаЖржжНсЙЙаЮЪНЃЌЫќгыШШЙмВАСЌНгЗНЪНвВвђНсЙЙаЮЪНЖјвьЁЃЖЫИЧЭтдВГпДчПЩЩдаЁгкЙмПЧФкОЖЃЌХфКЯКѓЃЌЙмПЧЕФЭЛГіВПЗжПЩзїЮЊыВЛЁКИЕФШлКИВПЗжЃЌВЛБидйЬюКИЬѕЃЌКИПкЙтЛЌЦНећжЪСПШнвзБЃжЄЁЃ а§бЙЗтЭЗЪЧЙњФкЭтГЃВЩгУЕФвЛжжаЮЪНЃЌа§бЙЗтЭЗЪЧдка§бЙЛњЩЯжБНга§бЙЖјГЩЃЌетжжЖЫИЧаЮЪНЭтаЭУРЙлЃЌЧПЖШКУЁЂЪЁВФЪЁЙЄЃЌЪЧвЛжжСМКУЕФЖЫИЧаЮЪНЁЃ ЙмаО1ЁЂвЛИіадФмгХСМЕФЙмаОгІОпгаЃК ЂХзуЙЛДѓЕФУЋЯИГщЮќбЙСІЃЌЛђНЯаЁЕФЙмаОгааЇПзОЖЃЛ ЂЦНЯаЁЕФвКЬхСїЖЏзшСІЃЌМДгаНЯИпЕФЩјЭИТЪЃЛ ЂЧСМКУЕФДЋШШЬиадЃЌМДгааЁЕФОЖЯђШШзшЃЛ ЂШСМКУЕФЙЄвежиИДадМАПЩППадЃЌжЦдьМђЕЅЃЌМлИёБувЫЁЃ 2ЁЂЙмаОЕФЙЙдьаЭЪНДѓжТПЩЗжЮЊвдЯТМИРрЃК ЂХНєЬљЙмБкЕФЕЅВуМАЖрВуЭјаО ЖрВуЭјЕФЭјВужЎМфгІОЁСПНєЬљЃЌЭјгыЙмБкжЎМфвргІЬљКЯСМКУЃЌЭјВуЪ§гаlжС4ВуЛђИќЖрЃЌИїВуЭјЕФФПЪ§ПЩЯрЭЌЛђВЛЭЌЃЎШєЭјВуЖрЃЌдђвКЬхСїЭЈНиУцДѓЃЌзшСІаЁЃЌЕЋОЖЯђШШзшДѓЃЛгУЯИЭјЪБУЋЯИГщЮќСІДѓЕЋСїЖЏзшСІврдіМгЃЎШчдкНќБквђЪ§ВугУДжПзЭјЃЌБэУцвЛВугУЯИПзЭјЃЌетбљПЩгЩБэУцЯИПзЭјЬсЙЉНЯДѓЕФУЋЯИГщЮќбЙСІЃЌЭЈЕРФкЕФДжПзЭјЪЙСїЖЏзшСІНЯаЁЃЌЕЋВЂВЛФмИФЩЦОЖЯђШШЕЈДѓЕФШБЕуЃЎЭјаОЪННсЙЙЕФЙмаОПЩЕУЕННЯИпЕФУЋЯИСІКЭНЯИцЕФУЋЯИЬсЩ§ИпЖШЃЌЕЋвђЩјЭИТЪНЯЕЭЃЌвКЬхЛиСїзшСІНЯДѓЃЌШШЙмЕФжсЯђДЋШШФмСІЪмЕНЯожЦЃЎДЫЭтЦфОЖЯђШШзшНЯДѓЃЌЙЄвежиИДадВюгжВЛФмЪЪгІЙмЕРЭфЧњЕФЧщПіЃЌЙЪдкЯИГЄШШЙмжаж№НЅгЩЦфЫќЙмаОШЁДњЁЃ ЂЦЩеНсЗлФЉЙмаО гЩвЛЖЈФПЪ§ЕФН№ЪєЗлФЉЩеНсдкЙмФкБкУцЖјаЮГЩгыЙмБквЛЬхЕФЩеНсЗлФЉЙмаОЃЌвВгагУН№ЪєЫПЭјЩеНсдкЙмФкБкУцЩЯЕФЙмаОЃЎДЫжжЙмаОгаНЯИпЕФУЋЯИГщЮќСІЃЌВЂНЯДѓЕиИФЩЦСЫОЖЯђШШзшЃЌПЫЗўСЫЭјаОЙЄвежиИДадВюЕФШБЕуЃЌЕЋвђЦфЩјЭИТЪНЯВюЃЌЙЪжсЯђДЋШШФмСІШдНЯжсЯђВлЕРЙмаОМАИЩЕРЪНЙмаОЕФаЁЁЃ ЂЧжсЯђВлЕРЪНЙмаО дкЙмПЧФкБкПЊжсЯђЯИВлвдЬсЙЉУЋЯИбЙЭЗМАвКЬхЛиСїЭЈЕРЃЌВлЕФНиУцаЮзДПЩЮЊОиаЮЃЌЬнаЮЃЌдВаЮМАБфНиУцВлЕРЃЌВлЕРЪНЙмаОЫфШЛУЋЯИбЙЭЗНЯаЁЃЌЕЋвКЬхСїЖЏзшСІЩѕаЁЃЌвђДЫПЩДяЕННЯИпЕФжсЯђДЋШШФмСІЃЌОЖЯђШШзшНЯаЁЃЌЙЄвежиИДадСМКУЃЌПЩЛёЕУОЋШЗгзЖљКЮВЮЪ§ЃЌвђЖјПЩНЯе§ШЗЕиМЦЫуУЋЯИЯоЃЌДЫжжЙмзгЭфЧњКѓадФмЛљБОВЛБфЁЃгЩгкЦфПЙжиСІЙЄзїФмСІМЋВюЃЌВЛЪЪгкЧуаБЃЈШШЖЫдкЩЯЃЉЙЄзїЁЃЕЋЖдгкПеМфЕФСужиСІЬѕМўдђЪЧЗЧГЃЪЪгУЕФЃЌвђДЫЙуЗКгУгкПеМфЗЩааЦїЁЃ ЂШзщКЯЙмаО вЛАуЙмаОЭљЭљВЛФмЭЌЪБМцЙЫУЋЯИГщЮќСІМАЩјЭИТЪЃЌЮЊСЫгаИпЕФУЋЯИГщЮќСІЃЌОЭвЊбЁгУИќЯИЕФЭјГЩН№ЪєЗлФЉЃЌЕЋЫќШдЕФЩјЭИТЪНЯВюЁЃзщКЯЖрВуЭјЫфШЛдкетЗНУцгаЫљЬсИпЃЌПЩЪЧЦфОЖЯђШШзшДѓЁЃзщКЯЙмаОФмМцЙЫУЋЯИСІКЭЩјЭИТЪЃЌДгЖјФмЛёЕУИпЕФжсЯђДЋШШФмСІЃЌЖјЧвДѓЖрЪ§ЙмаОЕФОЖЯђШШзшЩѕаЁЁЃЫќЛљБОЩЯАбЙмаОЗжГЩСНВПЗжЃЌвЛВПЗжЦ№УЋЯИГщЮќзїгУЃЌСэвЛВПЗжЦ№вКЬхЛиСїЭЈЕРзїгУЁЃ жЦдьЙЄве ЮќвКаОаЭШШЙмжЦзїЙЄвеШчЧАЫљЪіЃЌЙЙГЩШШЙмЕФШ§ИіжївЊзщГЩВПЗжЪЧЙмПЧЁЂЙмаОКЭЙЄжЪЁЃдкЩшМЦЙ§ГЬжаЃЌЖдЙмПЧКЭЙмаОЕФВФСЯНјааКЯРэЕФбЁдёКѓОЭПЩвдПЊЪМжЦзїЁЃЭЈГЃШШЙмЕФжЦдьЙ§ГЬАќРЈЯТУцЕФЙЄвеВйзїЃЌВЂАДвЛЖЈЕФГЬађНјааЁЃ 1ЁЂЛњаЕМгЙЄЃЃЃ2ЁЂЧхЯДЃЃЃ3ЁЂЙмаОжЦзїЃЃЃ4ЁЂЧхЯДЃЃЃ5ЁЂКИНгЃЃЃ6ЁЂМьТЉЃЃЃЃ7ЁЂГ§ЦјЃЃЃ8ЁЂМьТЉЃЃЃ9ЁЂГфзАЃЃЃ10ЁЂЗтНгЃЃЃ11ЁЂКцПОЃЃЃ12ЁЂМьбщ ЪЕМЪжЦдьЕФЪБКђЭљЭљФмДяЕН20ЃЌЩѕжСЩЯАйЕРЕФЙЄађЁЃетРяжЛЪЧзюМђЕЅЕФвЛаЉБиаыЙЄађЁЃ жиСІШШЙмжЦзїЙЄвежиСІШШЙмжївЊгЩЙмПЧЁЂЖЫИЧЁЂЙЄжЪШ§ВПЗжзщГЩЃЌЦфЭЈГЃжЦзїЙЄвеШчЯТЃК 1ЁЂЛњаЕМгЙЄЃЈЙмПЧЁЂЖЫИЧЃЌЛђепжБНгВЩЙКЃЉЁЊЁЊ2ЁЂЧАДІРэЃЈЙмПЧЁЂЖЫИЧГ§гЭГ§атЃЉЁЊЁЊ3ЁЂКцИЩЁЊЁЊ4ЁЂЖЫИЧКИНгЃЈыВЛЁКИЃЌКИПкДђФЅЃЉЁЊЁЊ5ЁЂГфзАЙЄжЪЁЊЁЊ6ЁЂХХПеЦјЃЈКцПОЃЉЁЊЁЊ7ЁЂЗтЭЗКИНгЃЈыВЛЁКИЃЉЁЊЁЊ8ЁЂМьбщ ЙиМќЙЄађЮЊЃК6ЁЂХХПеЦјЃЌ7ЁЂЗтЭЗКИНг
жиСІШШЙмЙЄзїдРэЭМ РДдД:бЇЛњаЕОЭЪЧетУДМђЕЅ 2/2 ЪзвГЩЯвЛвГ12 |