
|
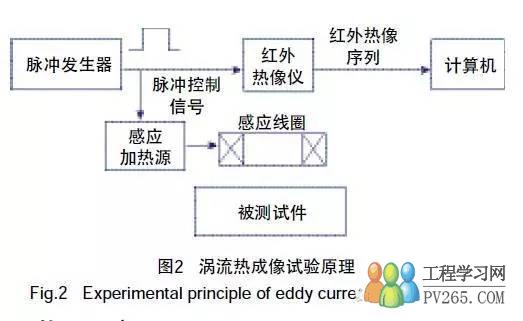
TBC 检测的涡流热成像法 涡流热成像法是新型的红外热波无损检测方法,根据涡流激励的时间不同,可以分为脉冲涡流热成像和锁相涡流热成像。脉冲涡流热成像检测的基本原理如图2 所示。当交变电流通过感应线圈后会产生磁通量的改变,靠近待测试件时,在试件表面产生感应涡流;若试件存在缺陷,材料内部的涡流分布会发生改变,产生高密度区和低密度区,根据焦耳热定律,在材料内部产生高温区和低温区。对于界面脱粘缺陷,根据一维热传导方程,由于空气导热率远小于金属导热率,热传导中受到阻碍,脱粘缺陷处温度明显低于正常区域,通过热图像后处理分析算法,实现了材料缺陷信息的热响应特征提取。 涡流热成像法具有检测效率高,灵敏度高,操作简便,成本低,全场范围等优点。按照感应线圈与红外相机的相对位置分类,可分为透射式涡流热成像法和反射式涡流热成像法,两种方法已经成功应用于金属试件的缺陷检测,能够检测出长度为0.4mm、深度为0.12mm 量级的金属裂纹缺陷。对于TBC 试件,尝试使用透射式涡流热成像法进行检测,能够检测出直径在1mm 以下的TBC 盲孔缺陷。然而采取反射式涡流热成像法检测TBC 试件,还未能获得较好的结果。 通过对比光激励热成像法和涡流热成像法可以发现:光激励热成像法更适用于表面裂纹缺陷检测,能够达到裂纹宽度为10μm 量级的检测,对界面脱粘缺陷则需要粗扫描和细扫描两次测量才能够达到直径为1mm 盲孔缺陷检测的较好结果。然而,涡流热成像法则更适用于界面脱粘缺陷检测,只需要一次短时间的检测,便能够达到1mm 以下的缺陷检测。然而,涡流热成像对TBC 裂纹缺陷的检测,还需要进一步研究。
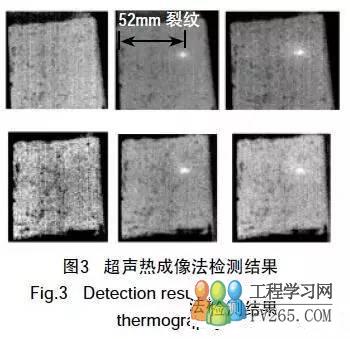
 TBC 检测的超声热成像法 超声热成像法是新型的脉冲红外热波无损检测方法之一,根据超声激励的时间不同,可以分为脉冲超声热成像和锁相超声热成像。超声热成像利用特定的超声波作用在不同材料或结构中产生机械振动,超声波在缺陷处因热弹效应和滞后效应导致声能衰减而释放热量,机械能转化为热能并传递至试件表面,引起试件表面裂纹局部发热并被红外热像仪采集,缺陷本身可视为热源进行热波传递。对含有长度为52mm 裂纹的铝板试件使用超声热成像法进行检测,检测结果如图3 所示。 2013 年,南昌航空大学孙颖在硕士论文《涡流叶片热障涂层结构状态超声检测方法研究》中,对TBC 厚度进行测量,测量厚度达到0.1~0.15mm。由于TBC 材料的多孔性,超声波在空隙中存在热弹效应和滞后效应,导致非缺陷处产生热量,理论分析表明,超声热成像法并不适用于TBC 材料的无损检测。然而目前已有文献实现了对TBC 厚度的检测,因此超声热成像法能否用于TBC 的缺陷检测仍需进一步试验验证。
 热图像的后处理方法 对于采集到的原始热图像,由于环境或热激励不均等噪声的存在,导致热图像的缺陷信息不容易观察。为了得到信噪比较高的热图像,采用新型的热图像的后处理方法,能够清晰得到包含缺陷信息的热图像,常用的后处理方法包括温度对比、时间导数、信号变换和矩阵分解等。 温度对比是指利用试件中缺陷区域和非缺陷区域的温差来判别缺陷。对比方式包括绝对对比、递进对比、归一化对比、标准对比、差分绝对对比和改进差分绝对对比等。采用有缺陷的热源激励热图像减去正常的热源激励热图像,得到最终含有缺陷响应的结果图。 时间导数中的多项式拟合时间微分- 相关系数法是指对红外热图序列处理,具体步骤为:首先对温度随时间的对数变换曲线进行多项式拟合,实现对原始温度信号的重构,然后对各像素点的重构信号与参与信号之间的逼近程度进行评估,根据求得的相关系数对缺陷与正常区域进行评估。 信号变换中的代表方法为脉冲相位法,在时间序列上对热图像进行傅里叶变换,即可得到振幅场和相位场,通过分析即可得到缺陷区域与正常区域的不同。处理脉冲相位法,广泛应用的还有有小波变换[39] 和Hough 变换。 矩阵分解中的代表方法为主成分分析法,主成分法是将采集到的原始热图像和采集时间共同构造矩阵,通过构造协方差矩阵进行奇异值分解,求得特征值,对特征值中占有重要部分的值进行提取,得到增强信噪比的热图像。 结束语 本文介绍了TBC 无损检测中的传统方法,如渗透检测、涡流检测、超声检测、超声显微检测、声发射技术等和红外热成像方法以及热图像后处理算法,特别是对非接触、全场范围的快速主动式红外热成像方法进行了具体的介绍,包括光激励热成像法、涡流热成像法和超声热成像法,通过文献调研和试验分析,可以发现:由于受到TBC 多空隙等结构的限制,传统无损检测方法灵敏度不高;光激励中的激光扫描热成像法对TBC 表面裂纹缺陷有较好灵敏度,能够识别裂纹宽度约为10μm 的缺陷,涡流热成像法对TBC 界面脱粘及盲孔缺陷有较好灵敏度,能够识别直径为1mm 以下的缺陷,而超声热成像法对TBC 缺陷的检测能力还需要进一步研究。 2/2 首页上一页12 |
