·§ГЕ·§ёЛіЈУц№КХПО¬»¤·Ѕ·Ё
ПЦПу
·§ёЛІ»Бй»о
ФТт
·§ёЛУлЛьПаЕдєПјюјУ№¤ѕ«¶ИµНЎўЕдєПјдП¶№эРЎ;
·§ёЛЎў·§ёЛВЭДёЎўЦ§јЬЎўС№ёЗЎўМоБПµИЦбПЯІ»ФЪТ»МхЦ±ПЯЙП;
МоБПС№µГ№эЅф;
·§ёЛНдЗъЎўЛр»µ;
ВЭОЖІ»ЗеЅа»тЙъРвЈ¬Иу»¬МхјюІо;
ВЭДёЛЙНСЈ¬ВЭОЖ»¬Лї;
·§ёЛУлґ«¶ЇЧ°ЦГБ¬ЅУґ¦ЛЙНС»тЛр»µЎЈ
О¬»¤·Ѕ·Ё
МбёЯ·§ёЛЎў·§ёЛВЭДёµИµДјУ№¤ѕ«¶ИєНРЮАнЦКБїЈ¬К№јдП¶У¦ККµ±;
Ч°Ед·§ёЛј°ЖдБ¬ЅУјюК±Ј¬јдП¶Т»ЦВЈ¬±ЈіЦН¬РДЈ¬РэЧЄБй»о;
МоБПС№µГ№эЅфЈ¬ККµ±·ЕЛЙС№ёЗ;
·§ёЛНдЗъУ¦ЅшРРЅГХэЈ¬¶ФДСТФЅГХэХЯ,У¦Уиёь»»ЎЈІЩЧч·§ёЛК±Ј¬№Ш±ХБ¦ККµ±;
·§ёЛЎў·§ёЛВЭДёµДВЭОЖУ¦ѕіЈЗеПґєНјУИу»¬УНЈ¬¶ФёЯОВ·§ГЕЈ¬У¦Нї·у¶юБт»ЇПъ»тКЇД«·ЫЧчИу»¬;
·§ёЛВЭДёЛЙНСУ¦РЮёґЈ¬І»ДЬРЮµДј°К±ёь»»;
К№ВЭДёґ¦УНВ·і©НЁЈ¬Иу»¬БјєГЈ¬І»ѕіЈІЩЧчµД·§ГЕЈ¬¶ЁЖЪјмІйєН»о¶ЇТ»ПВ·§ёЛЈ¬·ўПЦУРДҐЛрєНТ§ЛАПЦПуЈ¬ј°К±РЮАн·§ёЛВЭДёЎўЦ§јЬТФј°ЖдЛыёЅјю;
ТЄХэИ·ІЩЧч·§ГЕЈ¬№Ш±ХБ¦ТЄККµ±Ј¬ТФГвК№·§ёЛ±дРОєНЛр»µ;
№Ш±ХєуЈ¬·§јюКЬИИЙмХНµДіЎєПЈ¬·§ГЕ№Ш±ХєуЈ¬јдёфТ»¶ЁК±јдЈ¬Ѕ«КЦВЦ·ґК±Хл·ЅПтµ№ЧЄЙЩРнЈ¬·АЦ№·§ёЛ¶ҐЛАЎЈ
·§ГЕМоБП
·§ГЕМоБПіЈУГІДБПј°К№УГМхјю
МоБПґ¦Р№В¶
МоБПСЎУГІ»¶ФЈ¬І»ДНЅйЦКµДёЇКґЈ¬І»ДН·§ГЕёЯС№»тХжїХЎўёЯОВ»тµНОВµДК№УГ;
МоБП°ІЧ°І»¶ФЈ¬ґжФЪЧЕТФРЎґъґуЎўВЭРэЕМИЖЅУН·І»БјЎўЙПЅфПВЛЙµИИ±ПЭ;
МоБПі¬№эК№УГЖЪЈ¬ТСАП»ЇЈ¬ЙҐК§µЇРФ;
·§ёЛѕ«¶ИІ»ёЯЈ¬УРНдЗъЎўёЇКґЎўДҐЛрµИИ±ПЭ;
МоБПИ¦КэІ»ЧгЈ¬С№ёЗОґС№Ѕф;
С№ёЗЎўВЭЛЁЎўєНЖдЛыІїјюЛр»µЈ¬К№С№ёЗОЮ·ЁС№Ѕф;
ІЩЧчІ»µ±Ј¬УГБ¦№эГНµИ;
С№ёЗНбР±Ј¬С№ёЗУл·§ёЛјдїХП¶№эРЎ»т№эґуЈ¬ЦВК№·§ёЛДҐЛрЈ¬МоБПЛр»µЎЈ
У¦°ґ№¤їцМхјюСЎУГМоБПµДІДБПєНРНКЅ;
°ґУР№Ш№ж¶ЁХэИ·µД°ІЧ°МоБПЈ¬ЕМёщУ¦ЦрИ¦°І·ЕС№ЅфЈ¬ЅУН·У¦іЙ30Ўж»т45Ўж;
К№УГЖЪ№эі¤ЎўАП»ЇЎўЛр»µµДМоБПУ¦ј°К±ёь»»;
·§ёЛНдЗъЎўДҐЛрєуУ¦ЅшЅГЦ±ЎўРЮёґЈ¬¶ФЛр»µСПЦШµДУ¦ј°К±ёь»»;
МоБПУ¦°ґ№ж¶ЁµДИ¦Кэ°ІЧ°Ј¬С№ёЗУ¦¶ФіЖѕщФИµШ°СЅфЈ¬С№МЧУ¦УР5mmТФЙПµДФ¤ЅфјдП¶;
Лр»µµДС№ёЗЎўВЭЛЁј°ЖдЛыІїјюЈ¬У¦ј°К±РЮёґ»тёь»»;
У¦ЧсКШІЩЧч№жіМЈ¬іэЧІ»чКЅКЦВЦНвЈ¬ТФФИЛЩХэіЈБ¦БїІЩЧч;
У¦ѕщФИ¶ФіЖЕЎЅфС№ёЗВЭЛЁЈ¬С№ёЗУл·§ёЛјдП¶№эРЎЈ¬У¦ККµ±ФцґуЖдјдП¶Ј¬С№ёЗУл·§ёЛјдП¶№эґуЈ¬У¦Уиёь»»ЎЈ
ДЪИЭАґФґУЪ»Ї№¤707ЎЈ


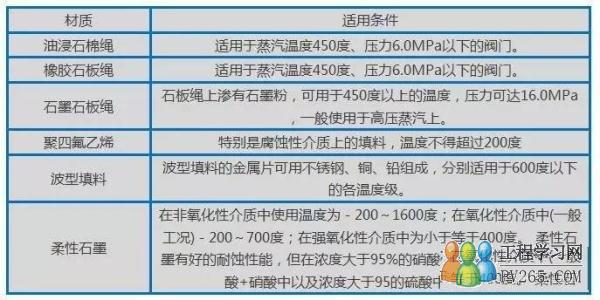
 ·§ГЕМоБПіЈУГІДБПј°К№УГМхјю
·§ГЕМоБПіЈУГІДБПј°К№УГМхјю